
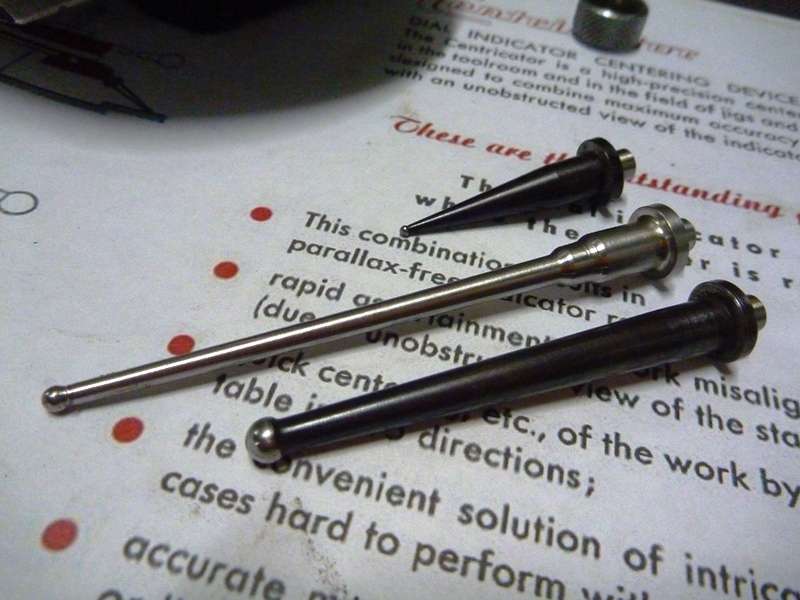
First, Id like to pose the question, what is the difference between and indicating rod and a ranging rod? All the ones Ive used are cal specific, take bushing and are ~6" long....
Secondly, why would I ever need either of the two when I can use a Grizzly? For the purpose of dialing in the bore on a spider chuck, extra length = wider spacing between indicators = more resolution....
Not to mention, on a chambered barrel, 6" of ranging rod might hang out 1". Not nearly enough to indicate on.
Also, does anyone have a vendor that sells all 3 Grizzly Rods other than PTG?
Secondly, why would I ever need either of the two when I can use a Grizzly? For the purpose of dialing in the bore on a spider chuck, extra length = wider spacing between indicators = more resolution....
Not to mention, on a chambered barrel, 6" of ranging rod might hang out 1". Not nearly enough to indicate on.
Also, does anyone have a vendor that sells all 3 Grizzly Rods other than PTG?








 ) but I challenge anyone with the cheapest hobby bench top to a HLV to a large turning center to bore a hole with a fine, light pass then measure the TIR. Without changing the setup, check the TIR again with a 10-20 degree temp difference. I am certain you will see a dimension and location change but the TIR will be the same.
) but I challenge anyone with the cheapest hobby bench top to a HLV to a large turning center to bore a hole with a fine, light pass then measure the TIR. Without changing the setup, check the TIR again with a 10-20 degree temp difference. I am certain you will see a dimension and location change but the TIR will be the same.