i can't remember what forum i saw one of these on, maybe benchrest central. i have been wanting to make one for a while now but it has been on the back burner. now i need to work on a 20" barrel and it is too short to do through the spindle with my 4 jaw chuck.
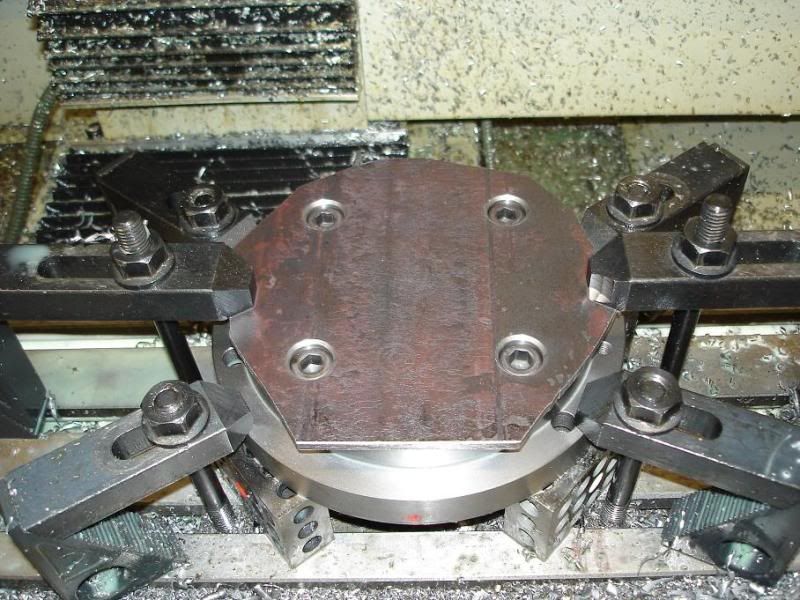
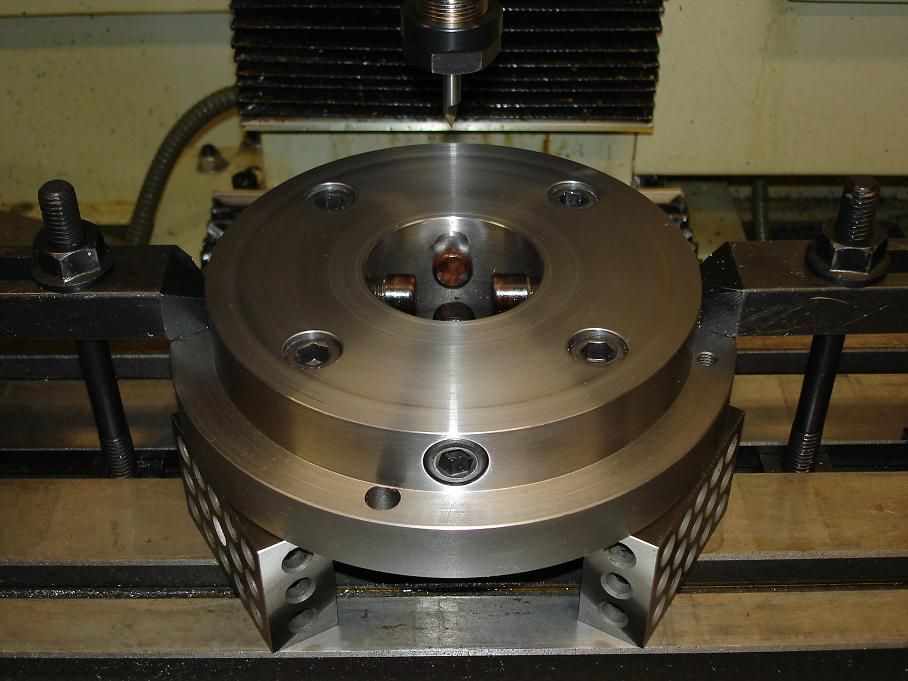
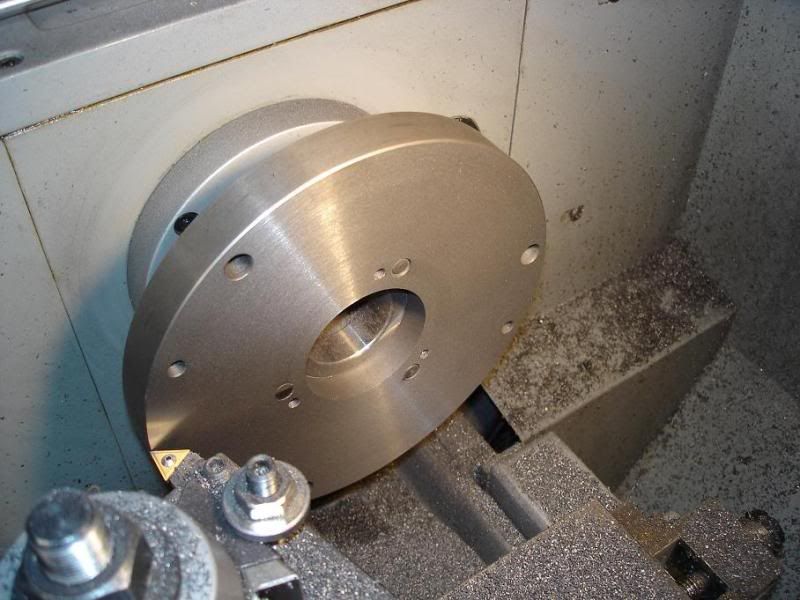
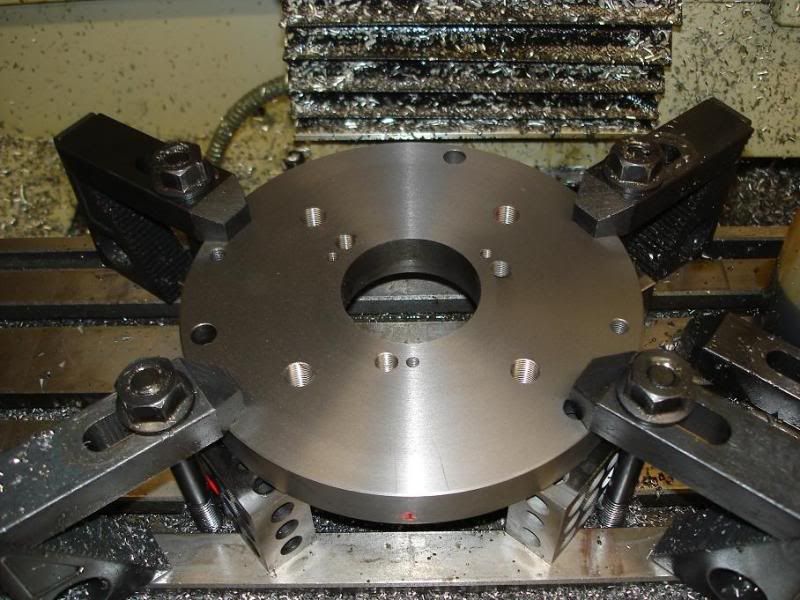
i ordered an 8" d1-4 backing plate since the 6" was back ordered. i started with a piece of 1" a-35 plate to make the spider because it was cheap. i used (4) 1/2-20 socket head cap screws to attach the spider to the backing plate and (4) 1/2-20 shcs for the "jaws". i did a deep countersink for the adjusters to make sure the heads stay bellow the outer diameter of the spider for safety.
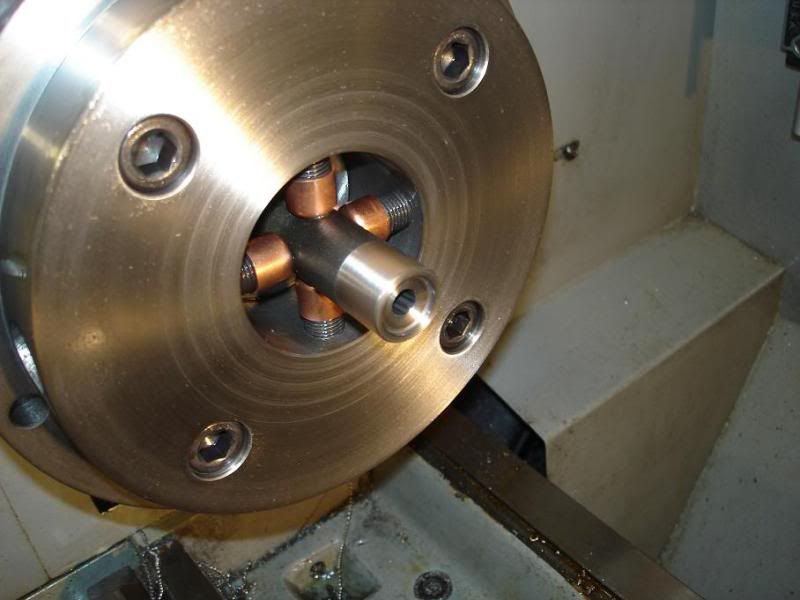
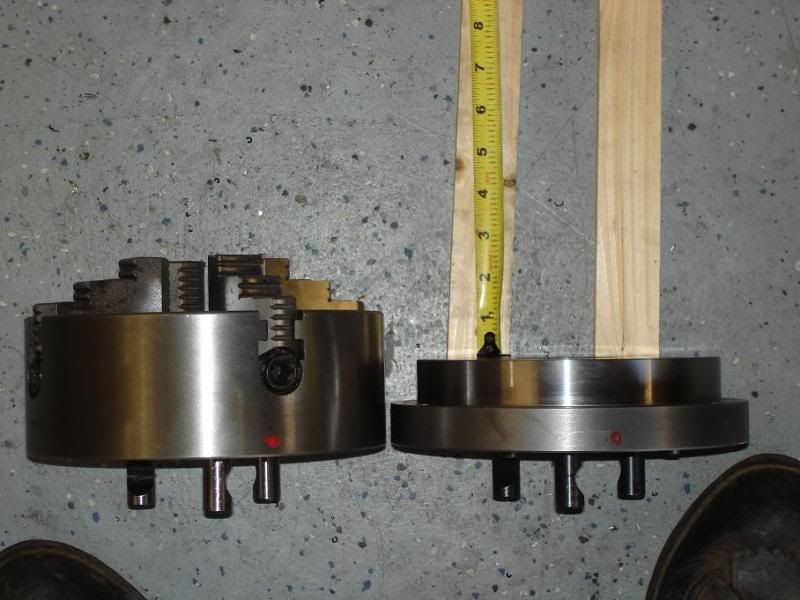
this spider chuck saves me a little bit over 2-1/4" from my 4 jaw chuck. with this set up you need to use the rear spider to support the back side of the barrel. i don't plan on using it for any heavy cuts, just through the headstock barrel work. i'll find out how it works tomorrow.


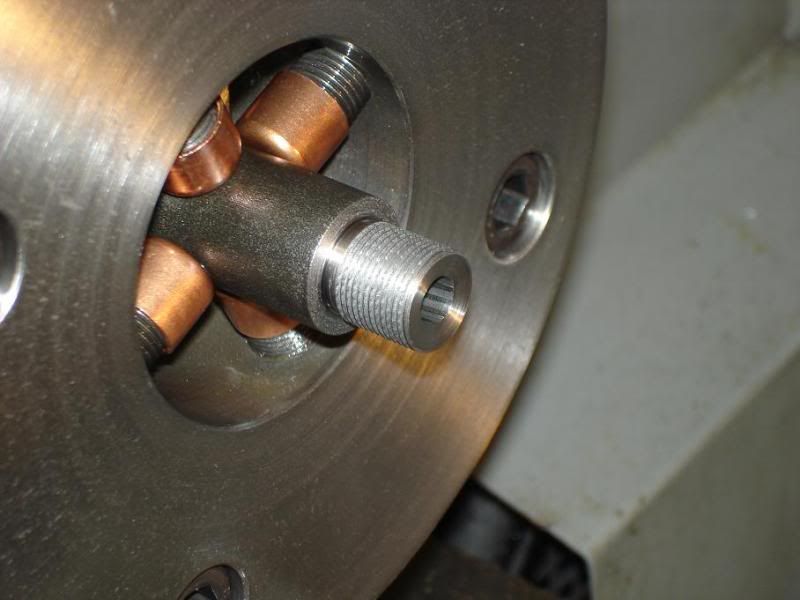
i'm going to try using 3/8 copper pipe caps between the adjuster screws and the barrel. they are cheap and will be easy. i have another idea but it will be a lot of work so i want to try these first.

i ordered an 8" d1-4 backing plate since the 6" was back ordered. i started with a piece of 1" a-35 plate to make the spider because it was cheap. i used (4) 1/2-20 socket head cap screws to attach the spider to the backing plate and (4) 1/2-20 shcs for the "jaws". i did a deep countersink for the adjusters to make sure the heads stay bellow the outer diameter of the spider for safety.
this spider chuck saves me a little bit over 2-1/4" from my 4 jaw chuck. with this set up you need to use the rear spider to support the back side of the barrel. i don't plan on using it for any heavy cuts, just through the headstock barrel work. i'll find out how it works tomorrow.
i'm going to try using 3/8 copper pipe caps between the adjuster screws and the barrel. they are cheap and will be easy. i have another idea but it will be a lot of work so i want to try these first.