Are you blasting to remove a finish? They make different grades and sizes of blasting media.... get some very fine stuff.
What type of surface finish are you looking for? I use 9 and then 3 micron aluminum oxide psa backed lapping film to
do my trigger work.
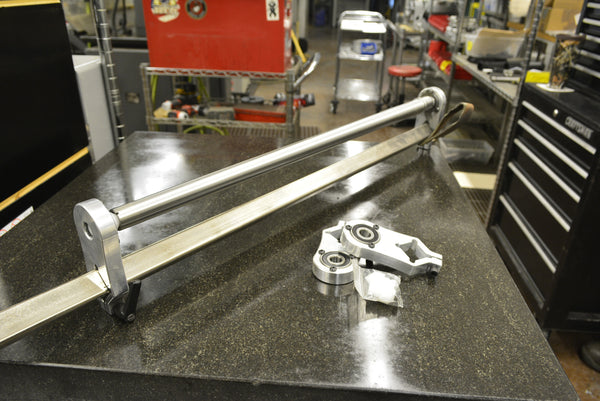
The tube below was attached to my drill and I hung it vertically with my left hand. I held the scotch-brite in my right hand and
went down the tube at a constant rate to create a uniform circular pattern. It could easily pass for machine produced. A higher
polish would just be more time and finer grits.
In the early 80s I worked with a lot of 302 SS. If you want a very pretty satin sheen, after you get close to what you
want, try some Comet cleanser on a damp rag while you spin your item. The satin finish goes from an 8 to a 10.
With metal, If you don't like it you can always change it..... That aluminum tube is from 2007 and could pass for two weeks old
because I erase the marks that are inherent on this particular rifle.
I have polished a few long items like the lower air tube on my FWB air rifle. I find a way spin it in my drill and spin it. In
it's case i used Scotch bright because I wanted something other than a mirror finish. On one end I was able to grab onto the Parker
quick disconnect. On other objects that don't have ready made piece to hold onto, I have used a socket about the same size as the threads and used Duct tape to connect them.
In the case of a barrel, I would likely protect one end with duct tape and get a socket that has about the same diameter and then
use a couple of reducers to get to 1/4" drive. A 1/4" drive will fit in a half inch drill. ( Photo #2 ) I would hold it vertically and spin it
at a uniform speed until I got to the duct tape. Then I would hold the other end the same way to finish the end that was covered by
the Duct tape. By the time you got that far you would have learned how to start / stop and blend the finish. To blend, you start
higher than you need to with your hand slowly closing on the barrel.
If you can hold the chamber end and run it's entire length, that would be best.
Is it the right way to do it.... Hell no !! I no longer have a shop at my disposal. :-( You just need to use the tools you have on hand.
I may have even used the brass filling adapter to grab the tube, protect the threads and then used a socket on it in my drill.
For every problem, I see what I have and formulate a solution and go for it.
The lapping film can be bought on evil bay. I use it for all sorts of projects. Honing my wood working irons.
Figure a way to hold it and spin away.... If it doesn't turn out you have lost nothing but a little time.
You can go on the internet and look at surface roughness standards to get an idea of what finish you want.
You may want your finish to be AA 63 or AA 2. AA 2 is at the top of the chart below.
If you go mirror finish, you may want to finish with FLITZ. It's a light blue polishing compound. GREAT stuff btw.
Shawn