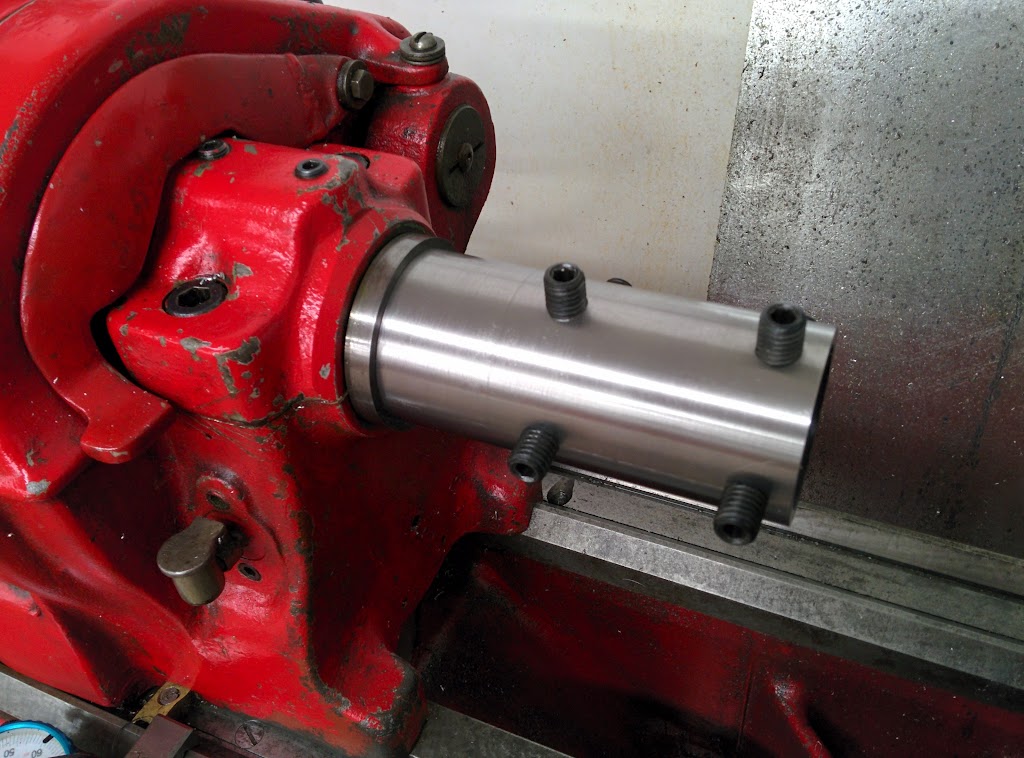
I have a large, industrial duty lathe, but the headstock is too long to run a spider on the outboard end. I'm sick of working in the steady rest with a cats head, so I was thinking about using something like the Viper chambering fixture that holds the barrel with 8 set screws in the three jaw, dialing 6" of the breech end in with a grizzly rod, and just letting the muzzle end go wherever it wants inside the headstock. How much danger is there of slippage if I take a heavy cut threading? Any other pitfalls with that setup? Thanks
(Edit) I realize the answer may very well be, "No, you dumb-ass, thats how they were designed to be used", but I just don't see very many people talking about using 1, so I thought I'd better ask.
(Edit) I realize the answer may very well be, "No, you dumb-ass, thats how they were designed to be used", but I just don't see very many people talking about using 1, so I thought I'd better ask.
Last edited: