Join the Hide community
Get access to live stream, lessons, the post exchange, and chat with other snipers.
Register
Download Gravity Ballistics
Get help to accurately calculate and scope your sniper rifle using real shooting data.

Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Maggie’s Motivational Pic Thread v2.0 - - New Rules - See Post #1
- Thread starter Snake-Eyes
- Start date
-
- Tags
- motivational pictures

Superb!!

Kept this one as a template for a project some time in the future.
Left side is welded to the 1/2" weld plate that was set in the pier by the concrete company. They put the pier in the wrong spot. Right side is anchored down with Red Head wedge anchors.Those are some nice beads, but the weld torqued the plate on the right way up. What about clamping the pieces down?
Try again.
If you have been welding since '96 you should atleast know 7018 needs clean surfaces. You should also know how to mitigate warping plates, like a temporary gusset or running 3/32 or 1/8 rod to lower heat input, or anchoring it to what it is sitting on.
You should also know that same heat destroys the concrete you just welded on. For a dirty pipe and a dirty plate it looks okish. I would rather weld low H rod outside than through dirty shit and call it a cover pass which means your 6010 root looks like garbage, because of that was a structural weld your plate with a 3/4" gap between the bearing surface and your 4" pipe means 7/8s of that bearing structure is useless; shouldve used 2x2x1/8 angle for that much support. It looks like shit. Welds look meh..
The plates and the pipe were shining in the sun clean before welding. The E6010 was a root, that was a drag weld also, and it too looked great. There was no gap on anything. I do not know where you are getting that. The original weld plate was level with the world, and so is the add-on, and so is the column.
Thats fine. I actually have nothing to show, but that weld is like bragging on picking up one of DirtyD's girls last night. You got some yeah, but it ain't good. I am worried about this guys machine if he welds 5/32 7018 alot on a 250 Bobcat, but then its getting technical.
I bought 2/0 leads for that machine in 2004. Heavy as hell, and suck when welding up in the air. But they deliver the energy and have no chance of burning up. The Bobcat is rated up to a 3/16" rod, so I'm not sure why you're saying it isn't enough for a 5/32". I have never turned that machine up to maximum amperage.
This. For the application and condition certainly a suitable weld. Yes 7018 penetrates better on clean surfaces but not required for all applications. Been welding since the late 70's and been in commercial construction my whole adult life. Field conditions more often than not don't provide you with the ideal situation to make a perfect weld.I tried to read this. I really did. All I got was “I have technical knowledge. I need to show it and to shit on someone not in the industry I am opining on.” After I figured that out the rest of it lost credibility.
Some whiny bitchWho's Neil Young?
Sweet Caroline is a great song though.Some whiny bitch
That would be Neil DiamondSweet Caroline is a great song though.
FFS...start a fucking welding pissing contest thread.

. . . but who would read it?FFS...start a fucking welding pissing contest thread.

He just needs a Quigley Ford strapped to the top of that and he's set.

Sorry guys...
Don't shoot the messenger.
Just remember what happened to this asshole before it was all said, and done.

Don't shoot the messenger.
Just remember what happened to this asshole before it was all said, and done.
Yeah, that’s the joke.That would be Neil Diamond

she was a beauty. The STEN still might be. My STEN is my favorite sub gun to shoot, in spite of being a pain to load. Suppressed it just chugs along.

Those tan lines will be special!Depends on the content..

she was a beauty. The STEN still might be. My STEN is my favorite sub gun to shoot, in spite of being a pain to load. Suppressed it just chugs along.
"Nobody knows what weapons civilians in the future will be using to fight against tyrannical regimes, but one thing is certain: There will be A LOT of open bolts"...

Where were these teachers when I was in school?
She looks older than 28. Like 10 years older in the face. And crazy.View attachment 7794825
Where were these teachers when I was in school?
Has always been a whiny bitch.Some whiny bitch
Yeah, she was 28, a while ago, but still attractive.She looks older than 28. Like 10 years older in the face. And crazy.
18 in college and this was my professor crazy or not I’m getting straight A’s!
How come when Barney posts pictures all can see is:
morning_picdump_3524_640_19.jpg
No pictures display???
morning_picdump_3524_640_19.jpg
No pictures display???
Shit, I'm even doing extra credit.
This is hilarious if true.
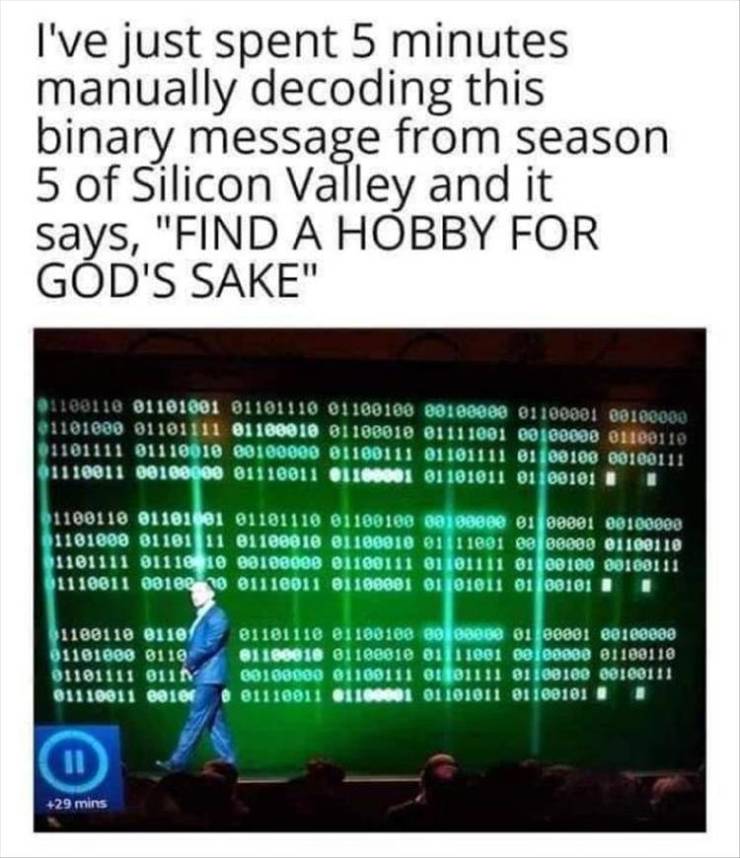
There is enough "letters" for this to be true.
Can someone who knows binary confirm this.
Because you don't know the hide double secret handshake.How come when Barney posts pictures all can see is:
morning_picdump_3524_640_19.jpg
No pictures display???
It does!This is hilarious if true.
There is enough "letters" for this to be true.
Can someone who knows binary confirm this.
Damnit! Don't tell everyone. What's next, we let everyone into the secret squirrel club too?Because you don't know the hide double secret handshake.
Because yiu haven't passed the tests. You have to explain your background in concrete work, prove you can bench at least #275 and show your Quigley-Ford scope.How come when Barney posts pictures all can see is:
morning_picdump_3524_640_19.jpg
No pictures display???
It definitely wasn't the first thing that I noticed in the welding pic..... but we don't need to be worried about her burning herself,, cause it looks like they laid down a few lit sparklers to make it look like she was welding.
I know this is a joke, but damn I’d love to have one of these.
BUTT who would get it?. . . but who would read it?
That would get to the ROOT of the matter... and so on.
I must be one sick puppy! I like it!
Similar threads
- Replies
- 0
- Views
- 44K
- Replies
- 64
- Views
- 21K
