Precisely.Don't spend $600 turning a $350 action in a $0 action just to get around buying an $800 action.
Join the Hide community
Get access to live stream, lessons, the post exchange, and chat with other snipers.
Register
Download Gravity Ballistics
Get help to accurately calculate and scope your sniper rifle using real shooting data.

Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Gunsmithing 700 bolt lugs , weld and refit to action ?
- Thread starter kcsmith
- Start date

What are you doing about the welding induced metallurgical changes to the bolt lugs, which contain the axial force generated on the breech face by the roughly 60 ksi of chamber pressure?
It's called "Just seeing what happens"!
Oooh, silver or copper anti-sieze. That'll stick too.
Add in a bit of graphite and voilá, you get the lube that never goes away.
Add in a bit of graphite and voilá, you get the lube that never goes away.
I believe the correct phrase is, “fuck around, find out”It's called "Just seeing what happens"!
This is just a healthy discussing with various points of view. My questions are just that.
What are you doing about the welding induced metallurgical changes to the bolt lugs, which contain the axial force generated
on the breech face by the roughly 60 ksi of chamber pressure?
You don't mind using profanity so I can ask these somewhat pointed questions. LoL
Although your question sounds impressive, which metallurgical changes do you mean?? Is the bolt even hardened?
Is it a medium or high carbon steel and subject to air hardening after heating. Nobody cares about welding 1020
or 8620 or 12L14 etc.
As I mentioned before, my 1922 has a hardened plug illustrated by a red dot in the last image. It's bolt is soft.
Is it a forging? No idea but it isn't hard.
At 60 ksi, chamber pressure, what does that represent in rearward force on your .308 lugs??
It's only a guess but I would imagine my 1922 bolt to be ordinance steel like 4140. Annealed 4140 has a tensile strength of 95,000 psi.
It's shear is less.
Lets use the weak annealed 4140 material, nothing exotic.
4150 is 106 ksi. in the annealed state.
4340 tensile is 135 / 160ksi. in the annealed state.
My 1922 lug is ~ .285 sq. inch of cross sectional area in direct single shear. It has rearward force is under 1K pounds given the 24 psi. max
chamber pressure for .22 LR bullets.
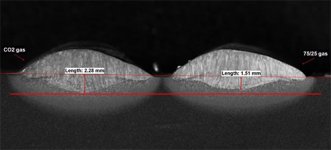
Virtually anytime people talk of welds, don't they complain about lack of penetration and weld that sits on the surface like dog crap?
Whom here has any life experience with GTAW? Do you guy's have any idea how much control you have over the heat and the weld depth
when using GTAW?
Do you know that a simple change of shielding gas can change your depth. Do you have any idea what a copper chill is? Or a heat sink?
The stand off or CTTWD has an effect as does the direction of weld path and tungsten diameter. The electrode angle and speed
and even the shape of weld. A weave pattern penetrates less and can cover a wider area.
Imagine moving a propane torch back and forth to control the heat from becoming excessive. GTAW is simply electric heat.
Polarity makes a significant difference because the energy flow is directed into the part or from the part into the tungsten electrode.
We would want to go from the part into the tungsten to minimize the heat and arc blow. I can use a 1mm tungsten and weld at low amperage,
like 10 / 30. I always use the adjustable rheostat and high frequency. The rheostat is just like your gas peddle in your car. It allows you
total control through out your amperage setting. Take a look at a ten or fifteen amp fuse in your fuse box. Look how fine the filament is that
blows..... the welds HAZ would be very shallow by design and technique.
I don't think some small weld beads to build up the surface height would be difficult or cause problems. .030" tall or less would more than he
needs. How do they thermal spray weld the journals on that crank shaft without getting distortion or causing metallurgical issues?
Experiance.....
Maybe it seems simple to me because I have done so much stuff that required a minimum of penetration. I was welding on the blind side of SS and the other side is the visible side. Most of that was 20 and 22 ga. SS.
The 4130 I did could not have over penetration because it had to go around another tube. Any over penetration would have prevented
the assembly process.
Said in jest or not, Im2bent is correct, I would make it a surface weld with very little penetration using various techniques.
To get good penetration takes a lot of prep. They don't spend all of that time and money to get penetration if they didn't have to.
Look how much pipe they have removed to get full penetration at the weld root. Thats both ends at every joint.
Still, this is an academic discussion because it wont help the OP other than give him something to mull over and read on the web.
Be honest with your selves.... how much of what you say or believe is based on a guy on the forum or some other less than expert source?
Where did they get their information? Assuming your experts in your field, isn't it obvious when a coworker or other person is BS-ing
through something? How many people that own a HEMI engine know what it is and how it is benificial?
Maybe your an expert painter.... you understand the color pallet and which direction to paint a room relative to the windows and why.
You carpenters know how to install crown molding and why upside down and backwards is the best way to cut it for both you and
any help you may have. Speed, accuracy, less material waste, much better joint fit requiring much less pre-paint prep time.
My brother Kevin doesn't.... after 20 years he still rotates and leans the saw making a compound cut. And worse he has no interest in
considering a better way.
It's amazing how much scrap he makes.... And his #45 style molding has a spring angle of 38* x 52* and he has put it up as if it were
45*x 45* for 20 years and is unaware of his mistakes. AMAZING !!
My wainscoting has splines, beach biscuits, glue and lots of 20 gage pins. most of It started as 49" x 97" MDF sheet.
About 400 feet of it. Scribing four sets of stairs was interesting. The top step on this one was an inch high.
I'm not a wood worker... I just do things because I can. Hidden under my base board is the original base. The home was
4.5 million $ and not mine. :-(
Shawn
What are you doing about the welding induced metallurgical changes to the bolt lugs, which contain the axial force generated
on the breech face by the roughly 60 ksi of chamber pressure?
You don't mind using profanity so I can ask these somewhat pointed questions. LoL
Although your question sounds impressive, which metallurgical changes do you mean?? Is the bolt even hardened?
Is it a medium or high carbon steel and subject to air hardening after heating. Nobody cares about welding 1020
or 8620 or 12L14 etc.
As I mentioned before, my 1922 has a hardened plug illustrated by a red dot in the last image. It's bolt is soft.
Is it a forging? No idea but it isn't hard.
At 60 ksi, chamber pressure, what does that represent in rearward force on your .308 lugs??
It's only a guess but I would imagine my 1922 bolt to be ordinance steel like 4140. Annealed 4140 has a tensile strength of 95,000 psi.
It's shear is less.
Lets use the weak annealed 4140 material, nothing exotic.
4150 is 106 ksi. in the annealed state.
4340 tensile is 135 / 160ksi. in the annealed state.
My 1922 lug is ~ .285 sq. inch of cross sectional area in direct single shear. It has rearward force is under 1K pounds given the 24 psi. max
chamber pressure for .22 LR bullets.
Virtually anytime people talk of welds, don't they complain about lack of penetration and weld that sits on the surface like dog crap?
Whom here has any life experience with GTAW? Do you guy's have any idea how much control you have over the heat and the weld depth
when using GTAW?
Do you know that a simple change of shielding gas can change your depth. Do you have any idea what a copper chill is? Or a heat sink?
The stand off or CTTWD has an effect as does the direction of weld path and tungsten diameter. The electrode angle and speed
and even the shape of weld. A weave pattern penetrates less and can cover a wider area.
Imagine moving a propane torch back and forth to control the heat from becoming excessive. GTAW is simply electric heat.
Polarity makes a significant difference because the energy flow is directed into the part or from the part into the tungsten electrode.
We would want to go from the part into the tungsten to minimize the heat and arc blow. I can use a 1mm tungsten and weld at low amperage,
like 10 / 30. I always use the adjustable rheostat and high frequency. The rheostat is just like your gas peddle in your car. It allows you
total control through out your amperage setting. Take a look at a ten or fifteen amp fuse in your fuse box. Look how fine the filament is that
blows..... the welds HAZ would be very shallow by design and technique.
I don't think some small weld beads to build up the surface height would be difficult or cause problems. .030" tall or less would more than he
needs. How do they thermal spray weld the journals on that crank shaft without getting distortion or causing metallurgical issues?
Experiance.....
Maybe it seems simple to me because I have done so much stuff that required a minimum of penetration. I was welding on the blind side of SS and the other side is the visible side. Most of that was 20 and 22 ga. SS.
The 4130 I did could not have over penetration because it had to go around another tube. Any over penetration would have prevented
the assembly process.
Said in jest or not, Im2bent is correct, I would make it a surface weld with very little penetration using various techniques.
To get good penetration takes a lot of prep. They don't spend all of that time and money to get penetration if they didn't have to.
Look how much pipe they have removed to get full penetration at the weld root. Thats both ends at every joint.
Still, this is an academic discussion because it wont help the OP other than give him something to mull over and read on the web.
Be honest with your selves.... how much of what you say or believe is based on a guy on the forum or some other less than expert source?
Where did they get their information? Assuming your experts in your field, isn't it obvious when a coworker or other person is BS-ing
through something? How many people that own a HEMI engine know what it is and how it is benificial?
Maybe your an expert painter.... you understand the color pallet and which direction to paint a room relative to the windows and why.
You carpenters know how to install crown molding and why upside down and backwards is the best way to cut it for both you and
any help you may have. Speed, accuracy, less material waste, much better joint fit requiring much less pre-paint prep time.
My brother Kevin doesn't.... after 20 years he still rotates and leans the saw making a compound cut. And worse he has no interest in
considering a better way.
It's amazing how much scrap he makes.... And his #45 style molding has a spring angle of 38* x 52* and he has put it up as if it were
45*x 45* for 20 years and is unaware of his mistakes. AMAZING !!
My wainscoting has splines, beach biscuits, glue and lots of 20 gage pins. most of It started as 49" x 97" MDF sheet.
About 400 feet of it. Scribing four sets of stairs was interesting. The top step on this one was an inch high.
I'm not a wood worker... I just do things because I can. Hidden under my base board is the original base. The home was
4.5 million $ and not mine. :-(
Shawn
Attachments



Blah blah blah thank you for proving everyone's point that there are too many variables and unknowns to take your bolt to the local welder and have him slag it up.This is just a healthy discussing with various points of view. My questions are just that.
What are you doing about the welding induced metallurgical changes to the bolt lugs, which contain the axial force generated
on the breech face by the roughly 60 ksi of chamber pressure?
You don't mind using profanity so I can ask these somewhat pointed questions. LoL
Although your question sounds impressive, which metallurgical changes do you mean?? Is the bolt even hardened?
Is it a medium or high carbon steel and subject to air hardening after heating. Nobody cares about welding 1020
or 8620 or 12L14 etc.
As I mentioned before, my 1922 has a hardened plug illustrated by a red dot in the last image. It's bolt is soft.
Is it a forging? No idea but it isn't hard.
At 60 ksi, chamber pressure, what does that represent in rearward force on your .308 lugs??
It's only a guess but I would imagine my 1922 bolt to be ordinance steel like 4140. Annealed 4140 has a tensile strength of 95,000 psi.
It's shear is less.
Lets use the weak annealed 4140 material, nothing exotic.
4150 is 106 ksi. in the annealed state.
4340 tensile is 135 / 160ksi. in the annealed state.
My 1922 lug is ~ .285 sq. inch of cross sectional area in direct single shear. It has rearward force is under 1K pounds given the 24 psi. max
chamber pressure for .22 LR bullets.
Virtually anytime people talk of welds, don't they complain about lack of penetration and weld that sits on the surface like dog crap?
Whom here has any life experience with GTAW? Do you guy's have any idea how much control you have over the heat and the weld depth
when using GTAW?
Do you know that a simple change of shielding gas can change your depth. Do you have any idea what a copper chill is? Or a heat sink?
The stand off or CTTWD has an effect as does the direction of weld path and tungsten diameter. The electrode angle and speed
and even the shape of weld. A weave pattern penetrates less and can cover a wider area.
Imagine moving a propane torch back and forth to control the heat from becoming excessive. GTAW is simply electric heat.
Polarity makes a significant difference because the energy flow is directed into the part or from the part into the tungsten electrode.
We would want to go from the part into the tungsten to minimize the heat and arc blow. I can use a 1mm tungsten and weld at low amperage,
like 10 / 30. I always use the adjustable rheostat and high frequency. The rheostat is just like your gas peddle in your car. It allows you
total control through out your amperage setting. Take a look at a ten or fifteen amp fuse in your fuse box. Look how fine the filament is that
blows..... the welds HAZ would be very shallow by design and technique.
I don't think some small weld beads to build up the surface height would be difficult or cause problems. .030" tall or less would more than he
needs. How do they thermal spray weld the journals on that crank shaft without getting distortion or causing metallurgical issues?
Experiance.....
Maybe it seems simple to me because I have done so much stuff that required a minimum of penetration. I was welding on the blind side of SS and the other side is the visible side. Most of that was 20 and 22 ga. SS.
The 4130 I did could not have over penetration because it had to go around another tube. Any over penetration would have prevented
the assembly process.
Said in jest or not, Im2bent is correct, I would make it a surface weld with very little penetration using various techniques.
To get good penetration takes a lot of prep. They don't spend all of that time and money to get penetration if they didn't have to.
Look how much pipe they have removed to get full penetration at the weld root. Thats both ends at every joint.
Still, this is an academic discussion because it wont help the OP other than give him something to mull over and read on the web.
Be honest with your selves.... how much of what you say or believe is based on a guy on the forum or some other less than expert source?
Where did they get their information? Assuming your experts in your field, isn't it obvious when a coworker or other person is BS-ing
through something? How many people that own a HEMI engine know what it is and how it is benificial?
Maybe your an expert painter.... you understand the color pallet and which direction to paint a room relative to the windows and why.
You carpenters know how to install crown molding and why upside down and backwards is the best way to cut it for both you and
any help you may have. Speed, accuracy, less material waste, much better joint fit requiring much less pre-paint prep time.
My brother Kevin doesn't.... after 20 years he still rotates and leans the saw making a compound cut. And worse he has no interest in
considering a better way.
It's amazing how much scrap he makes.... And his #45 style molding has a spring angle of 38* x 52* and he has put it up as if it were
45*x 45* for 20 years and is unaware of his mistakes. AMAZING !!
My wainscoting has splines, beach biscuits, glue and lots of 20 gage pins. most of It started as 49" x 97" MDF sheet.
About 400 feet of it. Scribing four sets of stairs was interesting. The top step on this one was an inch high.
I'm not a wood worker... I just do things because I can. Hidden under my base board is the original base. The home was
4.5 million $ and not mine. :-(
Shawn
If the lugs are worn spray weld to build back power size the grind and polish to desired size.Id like to know if anyone has welded up some bolt lugs and refit them to an action? The play between the lug dimensions and raceway dimensions has me wondering if those tolerances were tighter, would the bolt be less prone to binding. If you have, was it worth it and what type of weld? Laser, tig ?
My Glock shoots low and left. Should I fuck with the sights or should I learn how to shoot?
Just kidding. You can definitely out shoot me with a pistol.
Thank you Shawn for the elaborate response that would have taken me a few days to type up. Well said.
I"m not welding any lugs up. It was a question to see if anyone had tried it before. Rem bolt bodies are a bit loose and was only curious if anyone had built up the lugs alone or in conjunction with a sleeved bolt.
My Glock 34 is stock , so no aftermarket parts are needed there either.
There are no issues with cycling the bolt . Its stock for now, but with an unopened package of JB Weld sitting on the shelf, who knows.
I"m using Mobil 1 , 0w16 I think for lube. Its the same stuff the dealer uses for my Prius Plug in.
I"m not welding any lugs up. It was a question to see if anyone had tried it before. Rem bolt bodies are a bit loose and was only curious if anyone had built up the lugs alone or in conjunction with a sleeved bolt.
My Glock 34 is stock , so no aftermarket parts are needed there either.
There are no issues with cycling the bolt . Its stock for now, but with an unopened package of JB Weld sitting on the shelf, who knows.
I"m using Mobil 1 , 0w16 I think for lube. Its the same stuff the dealer uses for my Prius Plug in.
Im2 bent,
Your right, you would never take it to the local, average welder. Every farmer with an AC buzz box that stick welds his equipment
thinks and claims he is a brilliant WELDER. He may be relative to the farmer next store. They will likely tell you they learned from
their dad and been doing it since they were ten.
35 years in design has taught me that time in a business often means very little. IE: my brother Kevin. A handy man at best after
over 30years. Lazy ass....
Your right, you would never take it to the local, average welder. Every farmer with an AC buzz box that stick welds his equipment
thinks and claims he is a brilliant WELDER. He may be relative to the farmer next store. They will likely tell you they learned from
their dad and been doing it since they were ten.
35 years in design has taught me that time in a business often means very little. IE: my brother Kevin. A handy man at best after
over 30years. Lazy ass....
Fuk you, i actually laughed at this.Why train when you can modify a proven design.

You guys need Mike from Tac Ops in here.
It can certainly be done, just not by Bubba.
I seem to remember a 700 is 4160.....not saying it is, it just seems like I remember that from a long ass time ago.
A real action blueprint does kiss the front of the action lugs and the rear of the bolt lugs, kiss the front of the action housing threads and make the barrel the correct face to match.
But, we ain't talkin no prefits here and we sure ain't talking Johnny Hondo gunsmith on the corner.
But yea, if you want to go all thru that, just buy a aftermarket action with a bolt.
It can certainly be done, just not by Bubba.
I seem to remember a 700 is 4160.....not saying it is, it just seems like I remember that from a long ass time ago.
A real action blueprint does kiss the front of the action lugs and the rear of the bolt lugs, kiss the front of the action housing threads and make the barrel the correct face to match.
But, we ain't talkin no prefits here and we sure ain't talking Johnny Hondo gunsmith on the corner.
But yea, if you want to go all thru that, just buy a aftermarket action with a bolt.
This is just a healthy discussing with various points of view. My questions are just that.
What are you doing about the welding induced metallurgical changes to the bolt lugs, which contain the axial force generated
on the breech face by the roughly 60 ksi of chamber pressure?
You don't mind using profanity so I can ask these somewhat pointed questions. LoL
Although your question sounds impressive, which metallurgical changes do you mean?? Is the bolt even hardened?
Is it a medium or high carbon steel and subject to air hardening after heating. Nobody cares about welding 1020
or 8620 or 12L14 etc.
As I mentioned before, my 1922 has a hardened plug illustrated by a red dot in the last image. It's bolt is soft.
Is it a forging? No idea but it isn't hard.
At 60 ksi, chamber pressure, what does that represent in rearward force on your .308 lugs??
It's only a guess but I would imagine my 1922 bolt to be ordinance steel like 4140. Annealed 4140 has a tensile strength of 95,000 psi.
It's shear is less.
Lets use the weak annealed 4140 material, nothing exotic.
4150 is 106 ksi. in the annealed state.
4340 tensile is 135 / 160ksi. in the annealed state.
My 1922 lug is ~ .285 sq. inch of cross sectional area in direct single shear. It has rearward force is under 1K pounds given the 24 psi. max
chamber pressure for .22 LR bullets.
Virtually anytime people talk of welds, don't they complain about lack of penetration and weld that sits on the surface like dog crap?
Whom here has any life experience with GTAW? Do you guy's have any idea how much control you have over the heat and the weld depth
when using GTAW?
Do you know that a simple change of shielding gas can change your depth. Do you have any idea what a copper chill is? Or a heat sink?
The stand off or CTTWD has an effect as does the direction of weld path and tungsten diameter. The electrode angle and speed
and even the shape of weld. A weave pattern penetrates less and can cover a wider area.
Imagine moving a propane torch back and forth to control the heat from becoming excessive. GTAW is simply electric heat.
Polarity makes a significant difference because the energy flow is directed into the part or from the part into the tungsten electrode.
We would want to go from the part into the tungsten to minimize the heat and arc blow. I can use a 1mm tungsten and weld at low amperage,
like 10 / 30. I always use the adjustable rheostat and high frequency. The rheostat is just like your gas peddle in your car. It allows you
total control through out your amperage setting. Take a look at a ten or fifteen amp fuse in your fuse box. Look how fine the filament is that
blows..... the welds HAZ would be very shallow by design and technique.
I don't think some small weld beads to build up the surface height would be difficult or cause problems. .030" tall or less would more than he
needs. How do they thermal spray weld the journals on that crank shaft without getting distortion or causing metallurgical issues?
Experiance.....
Maybe it seems simple to me because I have done so much stuff that required a minimum of penetration. I was welding on the blind side of SS and the other side is the visible side. Most of that was 20 and 22 ga. SS.
The 4130 I did could not have over penetration because it had to go around another tube. Any over penetration would have prevented
the assembly process.
Said in jest or not, Im2bent is correct, I would make it a surface weld with very little penetration using various techniques.
To get good penetration takes a lot of prep. They don't spend all of that time and money to get penetration if they didn't have to.
Look how much pipe they have removed to get full penetration at the weld root. Thats both ends at every joint.
Still, this is an academic discussion because it wont help the OP other than give him something to mull over and read on the web.
Be honest with your selves.... how much of what you say or believe is based on a guy on the forum or some other less than expert source?
Where did they get their information? Assuming your experts in your field, isn't it obvious when a coworker or other person is BS-ing
through something? How many people that own a HEMI engine know what it is and how it is benificial?
Maybe your an expert painter.... you understand the color pallet and which direction to paint a room relative to the windows and why.
You carpenters know how to install crown molding and why upside down and backwards is the best way to cut it for both you and
any help you may have. Speed, accuracy, less material waste, much better joint fit requiring much less pre-paint prep time.
My brother Kevin doesn't.... after 20 years he still rotates and leans the saw making a compound cut. And worse he has no interest in
considering a better way.
It's amazing how much scrap he makes.... And his #45 style molding has a spring angle of 38* x 52* and he has put it up as if it were
45*x 45* for 20 years and is unaware of his mistakes. AMAZING !!
My wainscoting has splines, beach biscuits, glue and lots of 20 gage pins. most of It started as 49" x 97" MDF sheet.
About 400 feet of it. Scribing four sets of stairs was interesting. The top step on this one was an inch high.
I'm not a wood worker... I just do things because I can. Hidden under my base board is the original base. The home was
4.5 million $ and not mine. :-(
Shawn
LOL Let me summarize your post
"I don't know wtf will happen to the bolt's mechanical properties after I weld on it so I'll just shovel bullshit to hide it"
It's interesting how heated some of these discussions get.
I have tried to provided enough info to make it possible to search the net. including the correct terminology and not much street slang.
The rearward force from your .308 with a maximum chamber pressure of 60,000 psi is 6960 lb. The .308 inner case diameter is .385" X .385"
x .7854 constant = .116 sq. inches of area for the chamber pressure to act upon.
I found this really cool page from Lilja about lug size, strength, material, and material strength as the Rockwell hardness goes up.
See bold link below.
For those of you who don't like math as shown to the right, AREA=3.1416*(HS/2)^2 ( it's from the link)
You can get the same thing by pretending the case diameter is a square. IE: .385"x .385"x .7854 = .116 sq. inch.
It works because .7584 is one quarter of Pi ( 3.1416 )
Or 3.1416 x radii squared. The .385 radii = .385 divided by 2 = .1925 ( 3.1416 x .192 x .192 = .1158 square inches. )
In a prior post I made a mistake, I used the outer case dimension of the .308 cart. So it's reward thrust is about 3500 psi lower now.
For simplicity sake, you can get very close to the cross section area by multiplying the height and length of the lug. That is the LL and W
in the link.
My 1922 bolt is .385" tall X .721"long. That is .385 x .721 = .277" square inches in single shear.
So now I take the area of the bolt lug, .277 x 135,000 psi. I'm using the 4140 with a Rockwell of 'C' 30. Pretty soft.
So... 135,000 x .277 = 37,395 psi. That is the shear strength of my ONE lug. The .308 thrust is 6960 psi.
You can see that 37,395 divided by 6960 = 5.372. That is a safety factor of 5.37 : 1. Accepted practices is 2:1
I looked and the Rem 700 and it has two substantial lugs. The height is .438 tall. The length = .603 ??
.438 x .603 ?? = .264 square inches. Your area of .264" times 135,000 = 35640 approx. Not sure about the lug sizes of your .308
""Unless a cartridge case undergoes a complete head separation upon firing, the side walls of the brass case will stick against the chamber walls.
Under some circumstances they may absorb as much as half the thrust. "" I found this statement from the link surprising.
I'm doing a bunch of this math to help the curious person follow the steps involved and help him understand his own gun. about his gun.
 riflebarrels.com
riflebarrels.com
Bolt article
When you use math and empirical data, stuff works pretty well.
Airplanes stay in the sky because of math, not guessing.
I have tried to provided enough info to make it possible to search the net. including the correct terminology and not much street slang.
The rearward force from your .308 with a maximum chamber pressure of 60,000 psi is 6960 lb. The .308 inner case diameter is .385" X .385"
x .7854 constant = .116 sq. inches of area for the chamber pressure to act upon.
I found this really cool page from Lilja about lug size, strength, material, and material strength as the Rockwell hardness goes up.
See bold link below.
For those of you who don't like math as shown to the right, AREA=3.1416*(HS/2)^2 ( it's from the link)
You can get the same thing by pretending the case diameter is a square. IE: .385"x .385"x .7854 = .116 sq. inch.
It works because .7584 is one quarter of Pi ( 3.1416 )
Or 3.1416 x radii squared. The .385 radii = .385 divided by 2 = .1925 ( 3.1416 x .192 x .192 = .1158 square inches. )
In a prior post I made a mistake, I used the outer case dimension of the .308 cart. So it's reward thrust is about 3500 psi lower now.
For simplicity sake, you can get very close to the cross section area by multiplying the height and length of the lug. That is the LL and W
in the link.
My 1922 bolt is .385" tall X .721"long. That is .385 x .721 = .277" square inches in single shear.
So now I take the area of the bolt lug, .277 x 135,000 psi. I'm using the 4140 with a Rockwell of 'C' 30. Pretty soft.
So... 135,000 x .277 = 37,395 psi. That is the shear strength of my ONE lug. The .308 thrust is 6960 psi.
You can see that 37,395 divided by 6960 = 5.372. That is a safety factor of 5.37 : 1. Accepted practices is 2:1
I looked and the Rem 700 and it has two substantial lugs. The height is .438 tall. The length = .603 ??
.438 x .603 ?? = .264 square inches. Your area of .264" times 135,000 = 35640 approx. Not sure about the lug sizes of your .308
""Unless a cartridge case undergoes a complete head separation upon firing, the side walls of the brass case will stick against the chamber walls.
Under some circumstances they may absorb as much as half the thrust. "" I found this statement from the link surprising.
I'm doing a bunch of this math to help the curious person follow the steps involved and help him understand his own gun. about his gun.
A Look at Bolt Lug Strength - Lilja
All action designers are concerned primarily with producing a safe and functional product. All other considerations such as weight, finish, eye appeal and other cosmetics are secondary. From a safety standpoint, the strength of the bolt lugs is of prime concern. Bolt lug shear strength depends...
Bolt article
A Remington Rifle Build - Unplugged Part I | Top Rated Supplier of Firearm Reloading Equipment, Supplies, and Tools - Colt
Top Rated Supplier of Firearm Reloading Equipment, Supplies, and Tools - Colt
www.brownells.com
When you use math and empirical data, stuff works pretty well.
Airplanes stay in the sky because of math, not guessing.
Why train when you can modify a proven design.
I may be mistaken, but isnt that what so many Rem action clones have done ? Modify a proven design.
Pretty sure any custom action out there is a lot more than a 700 with the bolt lugs welded on.
I may be mistaken, but isnt that what so many Rem action clones have done ? Modify a proven design.
And how many R700 clones have experienced teething issues?
It's interesting how heated some of these discussions get.
I have tried to provided enough info to make it possible to search the net. including the correct terminology and not much street slang.
The rearward force from your .308 with a maximum chamber pressure of 60,000 psi is 6960 lb. The .308 inner case diameter is .385" X .385"
x .7854 constant = .116 sq. inches of area for the chamber pressure to act upon.
I found this really cool page from Lilja about lug size, strength, material, and material strength as the Rockwell hardness goes up.
See bold link below.
For those of you who don't like math as shown to the right, AREA=3.1416*(HS/2)^2 ( it's from the link)
You can get the same thing by pretending the case diameter is a square. IE: .385"x .385"x .7854 = .116 sq. inch.
It works because .7584 is one quarter of Pi ( 3.1416 )
Or 3.1416 x radii squared. The .385 radii = .385 divided by 2 = .1925 ( 3.1416 x .192 x .192 = .1158 square inches. )
In a prior post I made a mistake, I used the outer case dimension of the .308 cart. So it's reward thrust is about 3500 psi lower now.
For simplicity sake, you can get very close to the cross section area by multiplying the height and length of the lug. That is the LL and W
in the link.
My 1922 bolt is .385" tall X .721"long. That is .385 x .721 = .277" square inches in single shear.
So now I take the area of the bolt lug, .277 x 135,000 psi. I'm using the 4140 with a Rockwell of 'C' 30. Pretty soft.
So... 135,000 x .277 = 37,395 psi. That is the shear strength of my ONE lug. The .308 thrust is 6960 psi.
You can see that 37,395 divided by 6960 = 5.372. That is a safety factor of 5.37 : 1. Accepted practices is 2:1
I looked and the Rem 700 and it has two substantial lugs. The height is .438 tall. The length = .603 ??
.438 x .603 ?? = .264 square inches. Your area of .264" times 135,000 = 35640 approx. Not sure about the lug sizes of your .308
""Unless a cartridge case undergoes a complete head separation upon firing, the side walls of the brass case will stick against the chamber walls.
Under some circumstances they may absorb as much as half the thrust. "" I found this statement from the link surprising.
I'm doing a bunch of this math to help the curious person follow the steps involved and help him understand his own gun. about his gun.
A Look at Bolt Lug Strength - Lilja
All action designers are concerned primarily with producing a safe and functional product. All other considerations such as weight, finish, eye appeal and other cosmetics are secondary. From a safety standpoint, the strength of the bolt lugs is of prime concern. Bolt lug shear strength depends...
Bolt article
A Remington Rifle Build - Unplugged Part I | Top Rated Supplier of Firearm Reloading Equipment, Supplies, and Tools - Colt
Top Rated Supplier of Firearm Reloading Equipment, Supplies, and Tools - Coltwww.brownells.com
When you use math and empirical data, stuff works pretty well.
Airplanes stay in the sky because of math, not guessing.
Your obvious lack of knowledge concerning Springfield M1922 bolts destroys all credibilty your long pontificating posts may have outherwise had.
Last edited:
Im gonna call you out.Airplanes stay in the sky because of math, not guessing.
Its unicorn dust, and you damn well know it.
Pirate,
You sound a little irate.... incensed even.... I just reread some of your posts to me and others and you sound like an
overbearing, belligerent fool. I rarely speak to people like this but I'm going to make an exception for you.
Maybe your unaware of how you sound.
In post #39 you gave me the axil force generated by 60 K chamber pressure on the bolt face statement in an attempt to
generate a sense of knowledge on your part. It failed miserably !!
I asked you what that would amount to in thrust force would be generated against the lugs by that fantastic chamber force...
You get upset and provide no answere at all. Only jabs in an attempt to save face.
You acted like you knew what changes may occur after welding. I asked you to be a little more specific.
Again... no answere to my questions. You simply try and hide your ignorance behind more pointed quips.
Why did I ask you? Because I don't like people throwing around keywords to hide their ignorance.
Rather than fight stuff, why don't you look stuff up and ask questions when your not sure of something. I rarely need to do it
with anything mechanical but I used to have to get help with the computer all of the time. It was ridiculous ...
All of the design packages I have used like CATIA V5 are useless when it comes to using power point or outlook etc.
I'm dum as a box of rox in those area's.
I never had to use it while at work. I may make a self deprecating statement but truthfully, I feel no shame for that.
I was almost certain that you would have no idea how to calculate that simple thrust force. BTW... I just published it in my
previous post.
All is not lost... Give me the cross sectional area of your lug, along with the yield from the link I provided and I will check you
work and show you my math. No takers 308?
You don't weld, you don't design, your not a metallurgist. You could benefit from some reading.
 ebrary.net
And get the opinions from people that have actually worked in that field.
ebrary.net
And get the opinions from people that have actually worked in that field.
We all know that 100*F wont do anything adverse to steel. Neither will 200*F. Or 300*F. When do your catastrophic
changes start to take place. Isn't there anything that can be done to mitigate them???
Again, I'm going to use my older brother Kevin as an example. He is terrified of looking foolish. If I said something like the maximum
allowable deflection based on good design practices is .010" per foot. He would respond.... I know that. He doesn't know that. Over 90% of the
1000 designers and engineers at COMAU don't know that. Finding and doing the formula is pretty straight forward.
If you knew how many designs were based on, that looks good enough, you would be shocked !!
The 48" long x 2.5" diameter CRS shaft from this problem had a maximum deflection of .125" That is simple math...
is that too much?? Who the hell knows?? When that shaft broke and dropped an 8000 pound tool after being in the field for only
two months, it's a good bet it was over loaded.
Do I know what will happen to the mechanical properties of the bolt after heating? No.... I'm not even sure what material it is.
4140 ordinance steel is my best guess based on information from the internet. I surf and gather information from a many sources
to formulate my best guess. When I don't know something, I'm not afraid of saying so.
I had to look up the 700 to determine how many lugs it had. I don't own a big manly .308 like you do! Most of my stuff
is Pew Pew .22 LR. Or worse.... air rifles and my cheap scopes.
I said it could be safely welded on the surfaces in question without causing problems. I tried to present supporting documentation
that could be examined by others. I'm not suggesting welding the lugs on the bolt... It's a .030" thick surface weld to build up the surface height.
I know that over 95% of these people are operating based on someone else's line of BS. Ya know... the world is flat.
Cars will never break the mile a minute speed limit. We will never break the sound barrier. People talking about a having a HEMI but
having no idea what it means or what advantages it provides. I'm, pretty sure your that guy ! A .308 and a HEMI.... Or 4 X 4 and a gun rack.
So far, anyone could go on the net and check any of my statements or beliefs pretty quickly and determine their accuracy. I want it to
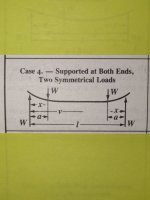
be that way. Any one with any math skill can use case #4 and verify my maximum deflection at center dimension.
L = 48" .... W down = 2000 each side..... a = 5" Maximum deflection at center is .12". That's a memory from 2002 but it's accurate.
Any welder could read how I set up and operate the GTAW in my prior posts and know I have done it properly. Though they would wonder
why I call it GTAW?? Because it has not been TIG for over thirty years. Nor is it Heli-Arc.... And just to mess with people, I may ask f
a salesman for 2% Wolfram rod.
It's comforting to know that I'm on your mind.
Crickets........... ;-)
You sound a little irate.... incensed even.... I just reread some of your posts to me and others and you sound like an
overbearing, belligerent fool. I rarely speak to people like this but I'm going to make an exception for you.
Maybe your unaware of how you sound.
In post #39 you gave me the axil force generated by 60 K chamber pressure on the bolt face statement in an attempt to
generate a sense of knowledge on your part. It failed miserably !!
I asked you what that would amount to in thrust force would be generated against the lugs by that fantastic chamber force...
You get upset and provide no answere at all. Only jabs in an attempt to save face.
You acted like you knew what changes may occur after welding. I asked you to be a little more specific.
Again... no answere to my questions. You simply try and hide your ignorance behind more pointed quips.
Why did I ask you? Because I don't like people throwing around keywords to hide their ignorance.
Rather than fight stuff, why don't you look stuff up and ask questions when your not sure of something. I rarely need to do it
with anything mechanical but I used to have to get help with the computer all of the time. It was ridiculous ...
All of the design packages I have used like CATIA V5 are useless when it comes to using power point or outlook etc.
I'm dum as a box of rox in those area's.
I never had to use it while at work. I may make a self deprecating statement but truthfully, I feel no shame for that.
I was almost certain that you would have no idea how to calculate that simple thrust force. BTW... I just published it in my
previous post.
All is not lost... Give me the cross sectional area of your lug, along with the yield from the link I provided and I will check you
work and show you my math. No takers 308?
You don't weld, you don't design, your not a metallurgist. You could benefit from some reading.
Iron-Carbon Diagram
Iron-Carbon Diagram, Transformation in steel, Transformation in Eutectoid Steel, Transformation in Hypo Eutectoid Steel, Transformation in Hyper Eutectoid Steel, Critical Temperature - Steel Rolling: Principle, Process & Application
We all know that 100*F wont do anything adverse to steel. Neither will 200*F. Or 300*F. When do your catastrophic
changes start to take place. Isn't there anything that can be done to mitigate them???
Again, I'm going to use my older brother Kevin as an example. He is terrified of looking foolish. If I said something like the maximum
allowable deflection based on good design practices is .010" per foot. He would respond.... I know that. He doesn't know that. Over 90% of the
1000 designers and engineers at COMAU don't know that. Finding and doing the formula is pretty straight forward.
If you knew how many designs were based on, that looks good enough, you would be shocked !!
The 48" long x 2.5" diameter CRS shaft from this problem had a maximum deflection of .125" That is simple math...
is that too much?? Who the hell knows?? When that shaft broke and dropped an 8000 pound tool after being in the field for only
two months, it's a good bet it was over loaded.
Do I know what will happen to the mechanical properties of the bolt after heating? No.... I'm not even sure what material it is.
4140 ordinance steel is my best guess based on information from the internet. I surf and gather information from a many sources
to formulate my best guess. When I don't know something, I'm not afraid of saying so.
I had to look up the 700 to determine how many lugs it had. I don't own a big manly .308 like you do! Most of my stuff
is Pew Pew .22 LR. Or worse.... air rifles and my cheap scopes.
I said it could be safely welded on the surfaces in question without causing problems. I tried to present supporting documentation
that could be examined by others. I'm not suggesting welding the lugs on the bolt... It's a .030" thick surface weld to build up the surface height.
I know that over 95% of these people are operating based on someone else's line of BS. Ya know... the world is flat.
Cars will never break the mile a minute speed limit. We will never break the sound barrier. People talking about a having a HEMI but
having no idea what it means or what advantages it provides. I'm, pretty sure your that guy ! A .308 and a HEMI.... Or 4 X 4 and a gun rack.
So far, anyone could go on the net and check any of my statements or beliefs pretty quickly and determine their accuracy. I want it to
be that way. Any one with any math skill can use case #4 and verify my maximum deflection at center dimension.
L = 48" .... W down = 2000 each side..... a = 5" Maximum deflection at center is .12". That's a memory from 2002 but it's accurate.
Any welder could read how I set up and operate the GTAW in my prior posts and know I have done it properly. Though they would wonder
why I call it GTAW?? Because it has not been TIG for over thirty years. Nor is it Heli-Arc.... And just to mess with people, I may ask f
a salesman for 2% Wolfram rod.
It's comforting to know that I'm on your mind.
Crickets........... ;-)
LOL Let me summarize your post
"I don't know wtf will happen to the bolt's mechanical properties after I weld on it so I'll just shovel bullshit to hide it"
Attachments




Youre making yourself look like a foolPirate,
You sound a little irate.... incensed even.... I just reread some of your posts to me and others and you sound like an
overbearing, belligerent fool. I rarely speak to people like this but I'm going to make an exception for you.
Maybe your unaware of how you sound.
In post #39 you gave me the axil force generated by 60 K chamber pressure on the bolt face statement in an attempt to
generate a sense of knowledge on your part. It failed miserably !!
I asked you what that would amount to in thrust force would be generated against the lugs by that fantastic chamber force...
You get upset and provide no answere at all. Only jabs in an attempt to save face.
You acted like you knew what changes may occur after welding. I asked you to be a little more specific.
Again... no answere to my questions. You simply try and hide your ignorance behind more pointed quips.
Why did I ask you? Because I don't like people throwing around keywords to hide their ignorance.
Rather than fight stuff, why don't you look stuff up and ask questions when your not sure of something. I rarely need to do it
with anything mechanical but I used to have to get help with the computer all of the time. It was ridiculous ...
All of the design packages I have used like CATIA V5 are useless when it comes to using power point or outlook etc.
I'm dum as a box of rox in those area's.
I never had to use it while at work. I may make a self deprecating statement but truthfully, I feel no shame for that.
I was almost certain that you would have no idea how to calculate that simple thrust force. BTW... I just published it in my
previous post.
All is not lost... Give me the cross sectional area of your lug, along with the yield from the link I provided and I will check you
work and show you my math. No takers 308?
You don't weld, you don't design, your not a metallurgist. You could benefit from some reading.
And get the opinions from people that have actually worked in that field.Iron-Carbon Diagram
Iron-Carbon Diagram, Transformation in steel, Transformation in Eutectoid Steel, Transformation in Hypo Eutectoid Steel, Transformation in Hyper Eutectoid Steel, Critical Temperature - Steel Rolling: Principle, Process & Application
We all know that 100*F wont do anything adverse to steel. Neither will 200*F. Or 300*F. When do your catastrophic
changes start to take place. Isn't there anything that can be done to mitigate them???
Again, I'm going to use my older brother Kevin as an example. He is terrified of looking foolish. If I said something like the maximum
allowable deflection based on good design practices is .010" per foot. He would respond.... I know that. He doesn't know that. Over 90% of the
1000 designers and engineers at COMAU don't know that. Finding and doing the formula is pretty straight forward.
If you knew how many designs were based on, that looks good enough, you would be shocked !!
The 48" long x 2.5" diameter CRS shaft from this problem had a maximum deflection of .125" That is simple math...
is that too much?? Who the hell knows?? When that shaft broke and dropped an 8000 pound tool after being in the field for only
two months, it's a good bet it was over loaded.
Do I know what will happen to the mechanical properties of the bolt after heating? No.... I'm not even sure what material it is.
4140 ordinance steel is my best guess based on information from the internet. I surf and gather information from a many sources
to formulate my best guess. When I don't know something, I'm not afraid of saying so.
I had to look up the 700 to determine how many lugs it had. I don't own a big manly .308 like you do! Most of my stuff
is Pew Pew .22 LR. Or worse.... air rifles and my cheap scopes.
I said it could be safely welded on the surfaces in question without causing problems. I tried to present supporting documentation
that could be examined by others. I'm not suggesting welding the lugs on the bolt... It's a .030" thick surface weld to build up the surface height.
I know that over 95% of these people are operating based on someone else's line of BS. Ya know... the world is flat.
Cars will never break the mile a minute speed limit. We will never break the sound barrier. People talking about a having a HEMI but
having no idea what it means or what advantages it provides. I'm, pretty sure your that guy ! A .308 and a HEMI.... Or 4 X 4 and a gun rack.
So far, anyone could go on the net and check any of my statements or beliefs pretty quickly and determine their accuracy. I want it to
be that way. Any one with any math skill can use case #4 and verify my maximum deflection at center dimension.
L = 48" .... W down = 2000 each side..... a = 5" Maximum deflection at center is .12". That's a memory from 2002 but it's accurate.
Any welder could read how I set up and operate the GTAW in my prior posts and know I have done it properly. Though they would wonder
why I call it GTAW?? Because it has not been TIG for over thirty years. Nor is it Heli-Arc.... And just to mess with people, I may ask f
a salesman for 2% Wolfram rod.
It's comforting to know that I'm on your mind.
Crickets........... ;-)
Do I know what will happen to the mechanical properties of the bolt after heating? No.... I'm not even sure what material it is.
This is the only thing you've said in this thread that matters. Everything else is noise.
Shh.... Dont stop him. I want to see where this goes. Also pirate trolls with the best of them and this guy didnt realise.
Uh, oooooookay.Any welder could read how I set up and operate the GTAW in my prior posts and know I have done it properly. Though they would wonder
why I call it GTAW?? Because it has not been TIG for over thirty years. Nor is it Heli-Arc....
Would you please explain the differences for us dumb arses in the back of the class?
This guy doesn't care less what any of you people think, say, or do.
Even If I was proven to be 100% correct, you would all maintain your current beliefs. It's human nature.
I don't even know what Trolling is...
Good luck with your JB weld people.... why don't you try Bondo on your guns?
Even If I was proven to be 100% correct, you would all maintain your current beliefs. It's human nature.
I don't even know what Trolling is...
Good luck with your JB weld people.... why don't you try Bondo on your guns?
He is referring to Gas Tungsten Arc Welding (GTAW) also know as Tungsten Arc Welding (TIG). ?????Uh, oooooookay.
Would you please explain the differences for us dumb arses in the back of the class?
Shh.... Dont stop him. I want to see where this goes. Also pirate trolls with the best of them and this guy didnt realise.
I don't care. He's done a great job himself.
Where is Theis when we need him the most.
Sounds like you've got it wired. Do not forget to video the results of your test (leave instructions for your next of kin to post it to the hide, in case you're hit by a bus or something).This is just a healthy discussing with various points of view. My questions are just that.
What are you doing about the welding induced metallurgical changes to the bolt lugs, which contain the axial force generated
on the breech face by the roughly 60 ksi of chamber pressure?
You don't mind using profanity so I can ask these somewhat pointed questions. LoL
Although your question sounds impressive, which metallurgical changes do you mean?? Is the bolt even hardened?
Is it a medium or high carbon steel and subject to air hardening after heating. Nobody cares about welding 1020
or 8620 or 12L14 etc.
As I mentioned before, my 1922 has a hardened plug illustrated by a red dot in the last image. It's bolt is soft.
Is it a forging? No idea but it isn't hard.
At 60 ksi, chamber pressure, what does that represent in rearward force on your .308 lugs??
It's only a guess but I would imagine my 1922 bolt to be ordinance steel like 4140. Annealed 4140 has a tensile strength of 95,000 psi.
It's shear is less.
Lets use the weak annealed 4140 material, nothing exotic.
4150 is 106 ksi. in the annealed state.
4340 tensile is 135 / 160ksi. in the annealed state.
My 1922 lug is ~ .285 sq. inch of cross sectional area in direct single shear. It has rearward force is under 1K pounds given the 24 psi. max
chamber pressure for .22 LR bullets.
Virtually anytime people talk of welds, don't they complain about lack of penetration and weld that sits on the surface like dog crap?
Whom here has any life experience with GTAW? Do you guy's have any idea how much control you have over the heat and the weld depth
when using GTAW?
Do you know that a simple change of shielding gas can change your depth. Do you have any idea what a copper chill is? Or a heat sink?
The stand off or CTTWD has an effect as does the direction of weld path and tungsten diameter. The electrode angle and speed
and even the shape of weld. A weave pattern penetrates less and can cover a wider area.
Imagine moving a propane torch back and forth to control the heat from becoming excessive. GTAW is simply electric heat.
Polarity makes a significant difference because the energy flow is directed into the part or from the part into the tungsten electrode.
We would want to go from the part into the tungsten to minimize the heat and arc blow. I can use a 1mm tungsten and weld at low amperage,
like 10 / 30. I always use the adjustable rheostat and high frequency. The rheostat is just like your gas peddle in your car. It allows you
total control through out your amperage setting. Take a look at a ten or fifteen amp fuse in your fuse box. Look how fine the filament is that
blows..... the welds HAZ would be very shallow by design and technique.
I don't think some small weld beads to build up the surface height would be difficult or cause problems. .030" tall or less would more than he
needs. How do they thermal spray weld the journals on that crank shaft without getting distortion or causing metallurgical issues?
Experiance.....
Maybe it seems simple to me because I have done so much stuff that required a minimum of penetration. I was welding on the blind side of SS and the other side is the visible side. Most of that was 20 and 22 ga. SS.
The 4130 I did could not have over penetration because it had to go around another tube. Any over penetration would have prevented
the assembly process.
Said in jest or not, Im2bent is correct, I would make it a surface weld with very little penetration using various techniques.
To get good penetration takes a lot of prep. They don't spend all of that time and money to get penetration if they didn't have to.
Look how much pipe they have removed to get full penetration at the weld root. Thats both ends at every joint.
Still, this is an academic discussion because it wont help the OP other than give him something to mull over and read on the web.
Be honest with your selves.... how much of what you say or believe is based on a guy on the forum or some other less than expert source?
Where did they get their information? Assuming your experts in your field, isn't it obvious when a coworker or other person is BS-ing
through something? How many people that own a HEMI engine know what it is and how it is benificial?
Maybe your an expert painter.... you understand the color pallet and which direction to paint a room relative to the windows and why.
You carpenters know how to install crown molding and why upside down and backwards is the best way to cut it for both you and
any help you may have. Speed, accuracy, less material waste, much better joint fit requiring much less pre-paint prep time.
My brother Kevin doesn't.... after 20 years he still rotates and leans the saw making a compound cut. And worse he has no interest in
considering a better way.
It's amazing how much scrap he makes.... And his #45 style molding has a spring angle of 38* x 52* and he has put it up as if it were
45*x 45* for 20 years and is unaware of his mistakes. AMAZING !!
My wainscoting has splines, beach biscuits, glue and lots of 20 gage pins. most of It started as 49" x 97" MDF sheet.
About 400 feet of it. Scribing four sets of stairs was interesting. The top step on this one was an inch high.
I'm not a wood worker... I just do things because I can. Hidden under my base board is the original base. The home was
4.5 million $ and not mine. :-(
Shawn
And how many R700 clones have experienced teething issues?
I dont know, but id guess and say very few of them. However, every single design, including the 700 can be tweaked to some degree to make it better.
My question wasnt about custom actions, though when you blueprint a 700, i guess it could be considered a semi custom. Its been said on here that make clearances too tight, and things wont run in certain conditions. I think Defiance ? Could be one.
There is room for improvement with a factory 700 action otherwise people wouldnt be sending them off to a gunsmith. Will a factory action get the job done? Absolutely. Im not debating that.
Worst case scenario is that the lugs start to sheer off and the gun blows up. Yeah, no shit. Im not going there so the discussion about anything blowing up can end.
If your a metalurgist, machinist, welder, hold a phd in engineering ( i doubt it on here ) , or work at a heat treating facility, chime in.
Anyone ever check the hardness depth of a bolt thats seen a salt bath ?
Shawn, and a couple others, thanks for the info.
This guy doesn't care less what any of you people think, say, or do.
Even If I was proven to be 100% correct, you would all maintain your current beliefs. It's human nature.
I don't even know what Trolling is...
Good luck with your JB weld people.... why don't you try Bondo on your guns?
Look up sarcasm in the dictionary you fuckin smooth brain. Trolling would be an good one to look up before you get all bleeding assed.This guy doesn't care less what any of you people think, say, or do.
Even If I was proven to be 100% correct, you would all maintain your current beliefs. It's human nature.
I don't even know what Trolling is...
Good luck with your JB weld people.... why don't you try Bondo on your guns?
Hopefully, in County lockup somewhere.........Where is Theis when we need him the most.
Theres no practical difference, they are just different names for the same process.He is referring to Gas Tungsten Arc Welding (GTAW) also know as Tungsten Arc Welding (TIG). ?????
I dont know, but id guess and say very few of them.
Given the number of gripes about bolt bind and related troubles with custom actions run hard in field conditions, this is not a good guess.
Where is Theis when we need him the most.
Other than peeling out in his rental car, this was the last place he was seen.
He could be somewhere recruiting for his startup ammo company somewhere in the Kalahari...
Could be sleeping with the fishes.
Who knows...
You got the GTAW part. TIG stands for tungsten inert gas. It's referenced as heli-arc because they used to use helium for shielding gas.He is referring to Gas Tungsten Arc Welding (GTAW) also know as Tungsten Arc Welding (TIG). ?????
I've seen helium still used in a mix with argon welding aluminum. Makes for a hotter arc. Easy way to cheat if you don't have quite enough machine for the task.
We call it tig and heli-arc all the time even though those names aren't technically correct anymore. If you look on the drawings or in the weld procedures it will always be referenced as (GTAW)
Good catch I can't even type it correctly today.You got the GTAW part. TIG stands for tungsten inert gas. It's referenced as heli-arc because they used to use helium for shielding gas.
I've seen helium still used in a mix with argon welding aluminum. Makes for a hotter arc. Easy way to cheat if you don't have quite enough machine for the task.
We call it tig and heli-arc all the time even though those names aren't technically correct anymore. If you look on the drawings or in the weld procedures it will always be referenced as (GTAW)
No, thats SMAW.
No its not. Thats Hank. Used to work with him. Weird dude.
Watched a video the other day of an Indian dude building big augers burning stick rods in sunglasses and sandles.
Hopefully burning in hellWhere is Theis when we need him the most.
I say go for it. Sounds super sciency. Just please live stream the first shot in your proof of concept stage. Don't worry about all those innovation nay sayers. They don't follow the science.
The real pros just close their eyes when they strike a spark. Shields and bullshit ppphhhhsssssssss.Watched a video the other day of an Indian dude building big augers burning stick rods in sunglasses and sandles.
Savage 34rc
Rem700 41rc
Tikka t3 52rc
Howa 1500 42rc
Stiller predator old style 38rc.
Pinged the bolt lugs today. This was the Rc hardness. Remmy steel, tikka stainless, howa steel. The stiller is like... 8 years old at least. Still looks great, but they did change things about 2 years ago im led to believe.
Rem700 41rc
Tikka t3 52rc
Howa 1500 42rc
Stiller predator old style 38rc.
Pinged the bolt lugs today. This was the Rc hardness. Remmy steel, tikka stainless, howa steel. The stiller is like... 8 years old at least. Still looks great, but they did change things about 2 years ago im led to believe.
Ok. There are good points on both sides.
However, if any of you naysayers can honestly tell me that you have read a thread from a decade ago where a guy did destructive testing on m93, m96, and m98 mauser actions, I'll be impressed.
He did hardness tests on those actions and the earlier ones were dead soft. He had to basically cram cases with pistol powder to get the actions to fail. Even ridiculously hot rifle loads only set the lugs back, which while not good, is not a catastrophic failure.
Many old winchester actions are dead soft. People have no fucking idea how many rifle actions that are shot every year are damn close to mild steel.
Do I think that the OP should have his lugs welded?
No.
But when I go to a gunsmith shop asking to have the front sight hole/flat on my 1911 clone welded up and a dovetail cut instead, and the "gunsmith" there tells me that it can't be done because the welding will mess with the heat treat of the slide and the gun will thusly blow up, I about blew a gasket. I pointed out to him multiple ways of using a heat sink and how even that wasn't necessary because the front sight is a long way from the locking lugs.
He refused and treated me like the idiot even though I knew more about how to do his profession as an amateur than he did as a professional.
Stupidity is contagious, especially when you can tell someone with "authority" that they will blow themselves up by doing something. This makes you feel good like you know something even when you don't, which is why people do it.
So yes, you can theoretically do what the OP is asking, however the juice isn't worth the squeeze when figuring out exactly how to do it properly.
Buy a custom action.
However, if any of you naysayers can honestly tell me that you have read a thread from a decade ago where a guy did destructive testing on m93, m96, and m98 mauser actions, I'll be impressed.
He did hardness tests on those actions and the earlier ones were dead soft. He had to basically cram cases with pistol powder to get the actions to fail. Even ridiculously hot rifle loads only set the lugs back, which while not good, is not a catastrophic failure.
Many old winchester actions are dead soft. People have no fucking idea how many rifle actions that are shot every year are damn close to mild steel.
Do I think that the OP should have his lugs welded?
No.
But when I go to a gunsmith shop asking to have the front sight hole/flat on my 1911 clone welded up and a dovetail cut instead, and the "gunsmith" there tells me that it can't be done because the welding will mess with the heat treat of the slide and the gun will thusly blow up, I about blew a gasket. I pointed out to him multiple ways of using a heat sink and how even that wasn't necessary because the front sight is a long way from the locking lugs.
He refused and treated me like the idiot even though I knew more about how to do his profession as an amateur than he did as a professional.
Stupidity is contagious, especially when you can tell someone with "authority" that they will blow themselves up by doing something. This makes you feel good like you know something even when you don't, which is why people do it.
So yes, you can theoretically do what the OP is asking, however the juice isn't worth the squeeze when figuring out exactly how to do it properly.
Buy a custom action.
Death by a thousand paper cuts.
Harder the Rc, the more brittle it becomes. Hard things tend to not flex, they just let go, like glass. Having them too hard will crack actions, and soft actionstend to move and flex for a long time before they eventually fail.
An observation I made was thr tikka lugs were the smallest, noticably. Howa were next smallest.
Surface area. There is a reason things are the size they are.
Look up a weatherby mk V long action bolt and have a look at the lugs on that thing.
Harder the Rc, the more brittle it becomes. Hard things tend to not flex, they just let go, like glass. Having them too hard will crack actions, and soft actionstend to move and flex for a long time before they eventually fail.
An observation I made was thr tikka lugs were the smallest, noticably. Howa were next smallest.
Surface area. There is a reason things are the size they are.
Look up a weatherby mk V long action bolt and have a look at the lugs on that thing.
Similar threads
- Replies
- 48
- Views
- 2K
- Replies
- 6
- Views
- 2K
- Replies
- 0
- Views
- 175
- Replies
- 6
- Views
- 2K
