I use 30 deg and periodically write the last feed on the cross with a sharpie. It wipes right off with a bit of acetone.
I've heard from machinists that using 30 deg on old manual lathes helps to keep the backlash consistent in the lathe pushing against the gears, etc. but on modern CNC they just cut straight in.
Not exactly bud. See below:
Fanuc G76 Threading Cycle
N5 G76 P010060 Q100 R0.05
N6 G76 X30 Z-20 P1024 Q200 F2
Controlling Thread Infeed Angle with Fanuc Threading Cycle G76
Controlling Thread Infeed Angle with Fanuc Threading Cycle G76
G76 : Threading Cycle Parameter P P actually consists of multiple values which control the thread behavior,
01 : Number of spring cuts, you can change it at your will.
00 : Thread run out at 45 degree
60 : Thread Infeed Angle / Flank angle
All the parameters of Fanuc threading cycle G76 are fully explained here. The values with P are actually 03 pairs of values, the last pair is to control the thread infeed angle of each pass for threading, You can see the bold line above with value 60.
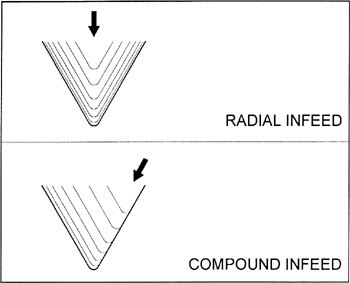
G76 Threading Cycle with 60 Degrees Infeed Angle for 60 Degree Threads (Compound Infeed/ Flank Infeed)
If you put 60 for the infeed angle, this will put most of the load on the front edge of the threading insert.
G76 Threading Cycle with 55 Degrees Infeed Angle for 60 Degree Threads
If you put 55 for the infeed angle for the standard 60 degree threads, this will put most of the load on the front edge or leading edge of the threading insert and will also put a small load on the back edge of the threading insert.
G76 Threading Cycle with 0 Degrees Infeed Angle ( Radial Infeed)
If you put 0 for the infeed angle, this will put the load on the full profile of the threading insert.
Square thread always need a straight radial infeed (plunge infeed ).
G76 Threading Cycle Recommended Infeed Angles
The following indeef angles should be used as infeed angles with G76 fanuc threading cycle. 80, 60, 55, 30, 29, 00
An explanations as to why:
One would think that with big/robust automated equipment topics like tool deflection, chatter, and poor surface finish become a thing of the past.
If it only it were that easy. On a conventional Imperial thread form (60 degree) it can induce quite a bit of loading on the insert. A 1-1/16th OD thread is relatively easy on tooling. Going to something big like a 4 or 5 pitch thread means the insert gets real big real quick. The more tool in contact with the part, the more potential for poor surface finish due to chatter, etc.
Having the ability to program a compound entry angle on a turning center helps to mitigate this.
Next challenge: Multiple start threading. Very, very aggressive pitch rates means a great deal of side loading on the insert. Again, reducing the contact patch helps reduce the risk of poor finish.
Last, material condition. Mild, free machining steels, not so hard to do. Getting into things like D2, 6AL-4V, Invar, Inconel, Waspaloy, etc. means you better have your poop in a group. You can work harden this stuff to where its unmachinable without annealing it again.
Hope this helps.
C.