Join the Hide community
Get access to live stream, lessons, the post exchange, and chat with other snipers.
Register
Download Gravity Ballistics
Get help to accurately calculate and scope your sniper rifle using real shooting data.

Install the app
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Maggie’s The Welding and Metalworking Thread
- Thread starter bogeybrown
- Start date

Did you possibly mean...Who remembers their first bad “sunburn?”
How many shirts have you had catch fire when welding overhead ?
You smell something different burning.....raise your helmet to look around.....
Then you feel the warmth on your belly.
Oh shit!
And "sand in your eyes"Who remembers their first bad “sunburn?”
And stick welding on wet ground that was supposed to be more dry than it actually was.
Retired Ironworker here, have any of you ever got galvanized poisoning from breathing fumes while welding or cutting galvanized steel ? Nasty stuff , feels like a really bad case of the flu, 1st time I got it ,I was welding splice plates on double tees in a parking garage, no breeze , was sick as a dog that night but fine the next day , but that shit can't be good for your long term health.
No. I’ve done it plenty of times, but only small stuff where I held my breath. Never got sick, but it’ll do it. Bigger stuff that takes more welding, I’ll take the zinc off with acid first.Retired Ironworker here, have any of you ever got galvanized poisoning from breathing fumes while welding or cutting galvanized steel ? Nasty stuff , feels like a really bad case of the flu, 1st time I got it ,I was welding splice plates on double tees in a parking garage, no breeze , was sick as a dog that night but fine the next day , but that shit can't be good for your long term health.
I didn't get it but I've witnessed it. I sure don't want it....Retired Ironworker here, have any of you ever got galvanized poisoning from breathing fumes while welding or cutting galvanized steel ? Nasty stuff , feels like a really bad case of the flu, 1st time I got it ,I was welding splice plates on double tees in a parking garage, no breeze , was sick as a dog that night but fine the next day , but that shit can't be good for your long term health.
Is there an antidote to this exposure? I had an old timer tell me that whole milk was the answer, but I'm convinced that's BS. I'm always leery of welding anything zinc plated but when I do it's outside with a fan plugged into the generator or a good breeze. @J. W. are you using muriatic acid or what to get it off?
Don’t wear that with anything that you care about. It will turn anything under it yellow-orange.While we are talking about this stuff....
The wife bought this for me a few weeks ago. I came in with a dot on the top of my bald head. What happened to you. Well a welding spark must have hit me in the head. Is there anything you can do about that. Well if I am in a spot where it is really am getting hit I will put a wet towel over my head.
Oh that is silly, so she bought me this.
It has not been too hot so if I am getting hit I will put it on. I find myself using it more then I thought I would.
View attachment 8300637
Muriatic, then hit it with a water hose after the zinc reacts. You can take it off with a vinegar soak, too, but it takes a lot longer.Is there an antidote to this exposure? I had an old timer tell me that whole milk was the answer, but I'm convinced that's BS. I'm always leery of welding anything zinc plated but when I do it's outside with a fan plugged into the generator or a good breeze. @J. W. are you using muriatic acid or what to get it off?
If it’s a flat surface, a flap wheel will take it off faster than anything. Hard to get a grinder into nooks and crannies though.
I was told the same about drinking milk. Didn't seem to work for me, was also told that the zinc takes the calcium out of your blood stream , so taking tums could help , but that didn't seem to help either, I noticed that once you get a bad case of galvanized poisoning you seem to get it easier after that , I didn't experience it until I was in my 40's but after that every time I was exposed to just a little bit of fumes I would get sick , so I tried to stay clear of it afterwards or at least have good ventilation.Is there an antidote to this exposure? I had an old timer tell me that whole milk was the answer, but I'm convinced that's BS. I'm always leery of welding anything zinc plated but when I do it's outside with a fan plugged into the generator or a good breeze. @J. W. are you using muriatic acid or what to get it off?
You guys welding stainless and galvanized should probably read this 2 page OSHA advisory:
Hex 6 is no joke
Hex 6 is no joke
Welding and Hexavalent Chromium
• Chromium is a component in stainless steel, nonferrous
alloys, chromate coatings and some welding consumables.
• Chromium is converted to its hexavalent state, Cr(VI),
during the welding process.
• Cr(VI) fume is highly toxic and can damage the eyes, skin,
nose, throat, and lungs and cause cancer.
Last night I bought roughly a 3' cyl. That is my max size. Paperwork says the gas inside weighs ~50lbs. IIRC. That is good, no way in hell I can pick it up. Again paperwork says a tick over 100lbs. I felt my back go, are you sure about then, when I let it down on the ground out of the back of the truck. Shoulder is saying, told you so this morning....but it will pass, should pass.
I think plan is to stick this big guy in the corner, use the small one day in and day out, then if I am in the middle of something roll the big one over and keep going.
I bet that little one is 50lbs. Crap is heavy for a broken down guy.
I think plan is to stick this big guy in the corner, use the small one day in and day out, then if I am in the middle of something roll the big one over and keep going.
I bet that little one is 50lbs. Crap is heavy for a broken down guy.
You should set up a pulley system somewhere.Last night I bought roughly a 3' cyl. That is my max size. Paperwork says the gas inside weighs ~50lbs. IIRC. That is good, no way in hell I can pick it up. Again paperwork says a tick over 100lbs. I felt my back go, are you sure about then, when I let it down on the ground out of the back of the truck. Shoulder is saying, told you so this morning....but it will pass, should pass.
I think plan is to stick this big guy in the corner, use the small one day in and day out, then if I am in the middle of something roll the big one over and keep going.
I bet that little one is 50lbs. Crap is heavy for a broken down guy.
You should set up a pulley system somewhere.
One of those crane thingies on the truck sure would have been handy.
Most people welding stainless are using TIG, and it doesn’t put out a high volume of fumes, but point taken. None of that shit is good for you, even alloys that don’t contain much chromium still put out fumes. You know the old saying, “there are no old welders.” Just have to ventilate your work area as best you can and try your best not to breathe that shit. Nothing about welding is particularly safe, but the fumes are almost certainly the most dangerous thing long-term.You guys welding stainless and galvanized should probably read this 2 page OSHA advisory:
Hex 6 is no joke
They have some of those space helmet respirators. Back when they first came on the scene they were a laughable mess of hoses, a module you had to strap to your back, and a bigass helmet if I remember correctly. No way in hell anyone could wear that and actually get any work done. And they were ridiculously expensive. But I have seen some lately that are more compact and might would be wearable, and the prices have come down on some styles of units.
Weld one up. I’ve seen some that you mount into your truck’s trailer hitch receiver, guys around here use them to get deer into their truck beds or hang them to clean them. You could make one tall enough to get that cylinder in and out. Basically just an upright with a braced cantilever arm sticking out. Like a hangman’s gallows, with a few pulleys on it. I might would have the upright as two sections of round tubing that “nest” inside each other so you can rotate the top part around 360* to make it easier to get the cylinder into your truck. It would make it easier to manhandle when you’re putting it on your truck, too. Use a boat trailer winch to hand crank it in and out, or a small ATV winch if you want to be fancy.One of those crane thingies on the truck sure would have been handy.
Just don’t kill yourself. Or make it so heavy that it’s just as bad as wrestling the cylinder.

I like the way you think.Weld one up. I’ve seen some that you mount into your truck’s trailer hitch receiver, guys around here use them to get deer into their truck beds or hang them to clean them. You could make one tall enough to get that cylinder in and out. Basically just an upright with a braced cantilever arm sticking out. Like a hangman’s gallows, with a few pulleys on it. I might would have the upright as two sections of round tubing that “nest” inside each other so you can rotate the top part around 360* to make it easier to get the cylinder into your truck. It would make it easier to manhandle when you’re putting it on your truck, too. Use a boat trailer winch to hand crank it in and out, or a small ATV winch if you want to be fancy.
Just don’t kill yourself. Or make it so heavy that it’s just as bad as wrestling the cylinder.
I have a feeling like most I have so much stuff laying around I doubt I would need to buy a single thing.
When I built my loft I also made an elevator. Looked at a bunch of youtube videos on shop or garage elevator and hell I can do that.
I have one of those things window washers use on big buildings "just incase", and have taken a good amount of weight up there. The thing works amazing.
The one thing I wish I had done when I built it was get a counter to tell how many times I use the thing. I bet it has over 1000 cycles on it just this year. I do watch the cable close, and think that is going to be the part that will wear first....but man so much better then stairs. I have had my big miter saw with stand up and down, my air compressor is up there 60gal IIRC, table saw, It is not just storage, but a place to work as well. Nice on these colder days, heat rises.
I was looking for a photo of the thing, but I don't have one. The wife takes all the pictures, I am trying to get better at that.
Yes, milk 'helps' with galvanic poisoning. It doesn't cure, it is simply an after-effect aid. By the simple process of adding calcium to your metabolism.
I don't do near the stuff I used to do, when I was working. In my limited capacity now, I work on smaller projects that I'm able to accomplish at my time/rate of speed. Out of my own integrity, I know I am so slow now, and limited, that I'd be fired before 'first coffee' on any jobsite.
That in itself is hard to accept, and it took me a LONG time to get to that point. But one has to see things for what they ARE, not what they used to be or what you want them to be.
I'm working on a project now, starting with the metal being 2 cans. Simple, basic cans that I got from under My Lady's sink. But what they are going to turn into.... that's the interesting quest.
(pic to follow)
I don't do near the stuff I used to do, when I was working. In my limited capacity now, I work on smaller projects that I'm able to accomplish at my time/rate of speed. Out of my own integrity, I know I am so slow now, and limited, that I'd be fired before 'first coffee' on any jobsite.
That in itself is hard to accept, and it took me a LONG time to get to that point. But one has to see things for what they ARE, not what they used to be or what you want them to be.
I'm working on a project now, starting with the metal being 2 cans. Simple, basic cans that I got from under My Lady's sink. But what they are going to turn into.... that's the interesting quest.
(pic to follow)
Are you still working on the battleship?Yes, milk 'helps' with galvanic poisoning. It doesn't cure, it is simply an after-effect aid. By the simple process of adding calcium to your metabolism.
I don't do near the stuff I used to do, when I was working. In my limited capacity now, I work on smaller projects that I'm able to accomplish at my time/rate of speed. Out of my own integrity, I know I am so slow now, and limited, that I'd be fired before 'first coffee' on any jobsite.
That in itself is hard to accept, and it took me a LONG time to get to that point. But one has to see things for what they ARE, not what they used to be or what you want them to be.
I'm working on a project now, starting with the metal being 2 cans. Simple, basic cans that I got from under My Lady's sink. But what they are going to turn into.... that's the interesting quest.
(pic to follow)
Was considering getting a PAPR welding helmet but decided to go with the Optrel Swiss Air System. It fits nicely under the hood and can use when grinding as well. As a note when grinding SS you should use some sort of PAPR system.Most people welding stainless are using TIG, and it doesn’t put out a high volume of fumes, but point taken. None of that shit is good for you, even alloys that don’t contain much chromium still put out fumes. You know the old saying, “there are no old welders.” Just have to ventilate your work area as best you can and try your best not to breathe that shit. Nothing about welding is particularly safe, but the fumes are almost certainly the most dangerous thing long-term.
They have some of those space helmet respirators. Back when they first came on the scene they were a laughable mess of hoses, a module you had to strap to your back, and a bigass helmet if I remember correctly. No way in hell anyone could wear that and actually get any work done. And they were ridiculously expensive. But I have seen some lately that are more compact and might would be wearable, and the prices have come down on some styles of units.
optrel-4700010
Also, not a good idea to weld with a bunch of stick matches in your chest pocket. Don't ask me how I know.
I went to the Optrel PAPR a couple years ago and its great. No more grinding dust in your head, no smoke, I am not as tired at the end of a day especially in the heat. Some of the byproducts of the welding and grinding are nasty.
It is still an ongoing concern, yes. Will be for quite some time. Life happens too and I have My Lady whom takes precedence.Are you still working on the battleship?
Texas?It is still an ongoing concern, yes. Will be for quite some time. Life happens too and I have My Lady whom takes precedence.
Retired Ironworker here, have any of you ever got galvanized poisoning from breathing fumes while welding or cutting galvanized steel ? Nasty stuff , feels like a really bad case of the flu, 1st time I got it ,I was welding splice plates on double tees in a parking garage, no breeze , was sick as a dog that night but fine the next day , but that shit can't be good for your long term health.
We avoid it like the plague in our shop (welding galvanized material). Usually we fit/weld everything and then have it galvanized, but sometimes due to the item, welding on material already galvanized is the only way to accomplish it. In the field, you don’t have much choice.
You are right. You will get sick as a dog breathing those fumes. Been a long time since we welded on a significant amount of galvanized material, but when we did, we bought milk by the case. Kept it in the cooler and had the welders run go grab a swig every 45 minutes or so. It really did help with the sickness. Coated the stomach or whatever. Fortunately we didn’t have any lactose intolerant welders. Ha ha ha. We don’t use them in our shop yet, but I wonder if those PAPR systems would help?
Edit: Sorry, just went back and read some responses and realized someone already mentioned the milk thing. It did work for us, but I’m sure it can only do so much. And no…..it for sure isn’t good for your health to breathe in ANY welding fumes, especially galvanized.
That is so cool, did I miss a thread around here on your work on it.BB62, New Jersey
I will hold short, as I can feel the questions banging on my brain trying to get to my fingers.
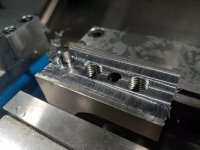
My only question would be, why?For what it's worth, the dowel was pressed before the channel was milled
because of an engineers endecision. The part was made to spec. The design was changed slightly, I didn't want to remake the part. We deal with this alot where I work
Honestly I'm not sure what Soni put that hitch there for. He's always doing something weird. They all have the tail deck area he just extended his so that he could extend the wheelbase to climb waterfalls better. But the extra tail deck does come in handy. Especially when he had the m2 mounted on top.Nice rigs!
@mj1995
What is the hitch in the bed area used for? Love this pickup version BTW.View attachment 8300686
Ok collective, what do you think is going on here.
Now to sum up my welding skill. I can stick it together and it will not come apart. It ain't gonna be pretty, but it will hold.
I am finally doing something where I want it to be "pretty", This is something I have noticed working on my VW bug. I have not welded anything this thin before very often. And on the thicker stuff I never bothered to look. Weld, paint. If the paint boils off, wait a min or two and paint it again, back on the road.
This I want to be halfway nice.
I noticed this when I was grinding down the welds. Still a bit of an issue blowing through the metal. The machine is set as low as it will go, and I am using 030 wire. I have some .025 I might give that a go and see if it helps with the blow through, but truth be told, I am not sure if I should go up or down in the size of the wire. It basically is a short, so the thinner wire will not take the current the thicker one will, so that is my logic there. The 30 spool is about dead.
Anyhoo, all that and I have these little holes I am noticing when grinding down the weld.
Any help in the why, is it a worry, this is why they invented bondo?
The machine is that new Lincoln I talked about a few pages back, you say your metal is this thick, you are using this wire, and it auto sets for you. Well with those settings I was blowing holes like crazy, so I turned down the voltage, but found I was having the wire "run away" when the arc happened....so you would get a tick, then more wire would come out, tick, more wire then you could start to go. I sped up the wire feed to the end of the "green" arc on the machine, if you stay in the green you are to be ok according to the machine. If it looks too hot, can't do anything about that, it is at its lowest setting.
I don't remember the settings, but shooting from the hip I would say 14.5v and 15 for the wire feed speed, but I would not swear to that. I can look tonight if you think that is the issue.
I am hoping wire size, and going from 30 to 25 will help.



Now to sum up my welding skill. I can stick it together and it will not come apart. It ain't gonna be pretty, but it will hold.
I am finally doing something where I want it to be "pretty", This is something I have noticed working on my VW bug. I have not welded anything this thin before very often. And on the thicker stuff I never bothered to look. Weld, paint. If the paint boils off, wait a min or two and paint it again, back on the road.
This I want to be halfway nice.
I noticed this when I was grinding down the welds. Still a bit of an issue blowing through the metal. The machine is set as low as it will go, and I am using 030 wire. I have some .025 I might give that a go and see if it helps with the blow through, but truth be told, I am not sure if I should go up or down in the size of the wire. It basically is a short, so the thinner wire will not take the current the thicker one will, so that is my logic there. The 30 spool is about dead.
Anyhoo, all that and I have these little holes I am noticing when grinding down the weld.
Any help in the why, is it a worry, this is why they invented bondo?
The machine is that new Lincoln I talked about a few pages back, you say your metal is this thick, you are using this wire, and it auto sets for you. Well with those settings I was blowing holes like crazy, so I turned down the voltage, but found I was having the wire "run away" when the arc happened....so you would get a tick, then more wire would come out, tick, more wire then you could start to go. I sped up the wire feed to the end of the "green" arc on the machine, if you stay in the green you are to be ok according to the machine. If it looks too hot, can't do anything about that, it is at its lowest setting.
I don't remember the settings, but shooting from the hip I would say 14.5v and 15 for the wire feed speed, but I would not swear to that. I can look tonight if you think that is the issue.
I am hoping wire size, and going from 30 to 25 will help.
Yes I have gas flow, if you pull the trigger you can hear it. I also got one of those meters with the little ball that will be "blown" up the tube to show just how much flow you have coming out. I THINK it is set to 10. I don't remember the scale, 10cfm perhaps. It is the same one linked a few pages back.Are you certain you have gas flow? Is it MIG mix your using?
Welding thin material with MIG is tricky. Get some .023 wire and make sure you have the right contact tip for it, Hobart and Lincoln make good wire and run Lincoln SuperArc L56 most of the time. Run short beads and let the material cool before you lay another bead. If you have some scrap thin material, use that on getting the settings right. I like to check my settings on scrap before if welding unfamiliar material. One technique for thin material is to basically run a series of continuous tacks. Another option would be to run silicon bronze wire which requires a lot less heat.Ok collective, what do you think is going on here.
Now to sum up my welding skill. I can stick it together and it will not come apart. It ain't gonna be pretty, but it will hold.
I am finally doing something where I want it to be "pretty", This is something I have noticed working on my VW bug. I have not welded anything this thin before very often. And on the thicker stuff I never bothered to look. Weld, paint. If the paint boils off, wait a min or two and paint it again, back on the road.
This I want to be halfway nice.
I noticed this when I was grinding down the welds. Still a bit of an issue blowing through the metal. The machine is set as low as it will go, and I am using 030 wire. I have some .025 I might give that a go and see if it helps with the blow through, but truth be told, I am not sure if I should go up or down in the size of the wire. It basically is a short, so the thinner wire will not take the current the thicker one will, so that is my logic there. The 30 spool is about dead.
Anyhoo, all that and I have these little holes I am noticing when grinding down the weld.
Any help in the why, is it a worry, this is why they invented bondo?
The machine is that new Lincoln I talked about a few pages back, you say your metal is this thick, you are using this wire, and it auto sets for you. Well with those settings I was blowing holes like crazy, so I turned down the voltage, but found I was having the wire "run away" when the arc happened....so you would get a tick, then more wire would come out, tick, more wire then you could start to go. I sped up the wire feed to the end of the "green" arc on the machine, if you stay in the green you are to be ok according to the machine. If it looks too hot, can't do anything about that, it is at its lowest setting.
I don't remember the settings, but shooting from the hip I would say 14.5v and 15 for the wire feed speed, but I would not swear to that. I can look tonight if you think that is the issue.
I am hoping wire size, and going from 30 to 25 will help.
View attachment 8317329
View attachment 8317330
View attachment 8317331
10 CFH is not enough flow for MIG. If you are using a 1/2" nozzle you should be around 25-30 CFH.Yes I have gas flow, if you pull the trigger you can hear it. I also got one of those meters with the little ball that will be "blown" up the tube to show just how much flow you have coming out. I THINK it is set to 10. I don't remember the scale, 10cfm perhaps. It is the same one linked a few pages back.
Like Zia said 25-30 CFM, the porosity is indicating lack of gas flow or contaminated material.
Is the polarity on the machine swappable? MIG with shielding gas is electrode positive and flux core is electrode negative. The wandering arc made me think of that. Have you tried to weld another piece of material other than the bug?
Is the polarity on the machine swappable? MIG with shielding gas is electrode positive and flux core is electrode negative. The wandering arc made me think of that. Have you tried to weld another piece of material other than the bug?
Welding thin material with MIG is tricky. Get some .023 wire and make sure you have the right contact tip for it, Hobart and Lincoln make good wire and run Lincoln SuperArc L56 most of the time. Run short beads and let the material cool before you lay another bead. If you have some scrap thin material, use that on getting the settings right. I like to check my settings on scrap before if welding unfamiliar material. One technique for thin material is to basically run a series of continuous tacks. Another option would be to run silicon bronze wire which requires a lot less heat.
10 CFH is not enough flow for MIG. If you are using a 1/2" nozzle you should be around 25-30 CFH.
I will bump up the flow rate.
That is basically how I am doing it, just a series of dots, then connect the dots.
I am not 100% happy with it, but it is really the first weld on this car that anyone will see. It is the right rear quarter.
Have had this corded 2 speed porta band for years and it just didn’t see any use since I also have a battery saw.
Made this stand and now the saw will definitely see more use. Sure, you can buy a commercially made stand but what fun would that be when making one gives you the chance to shit up the shop……
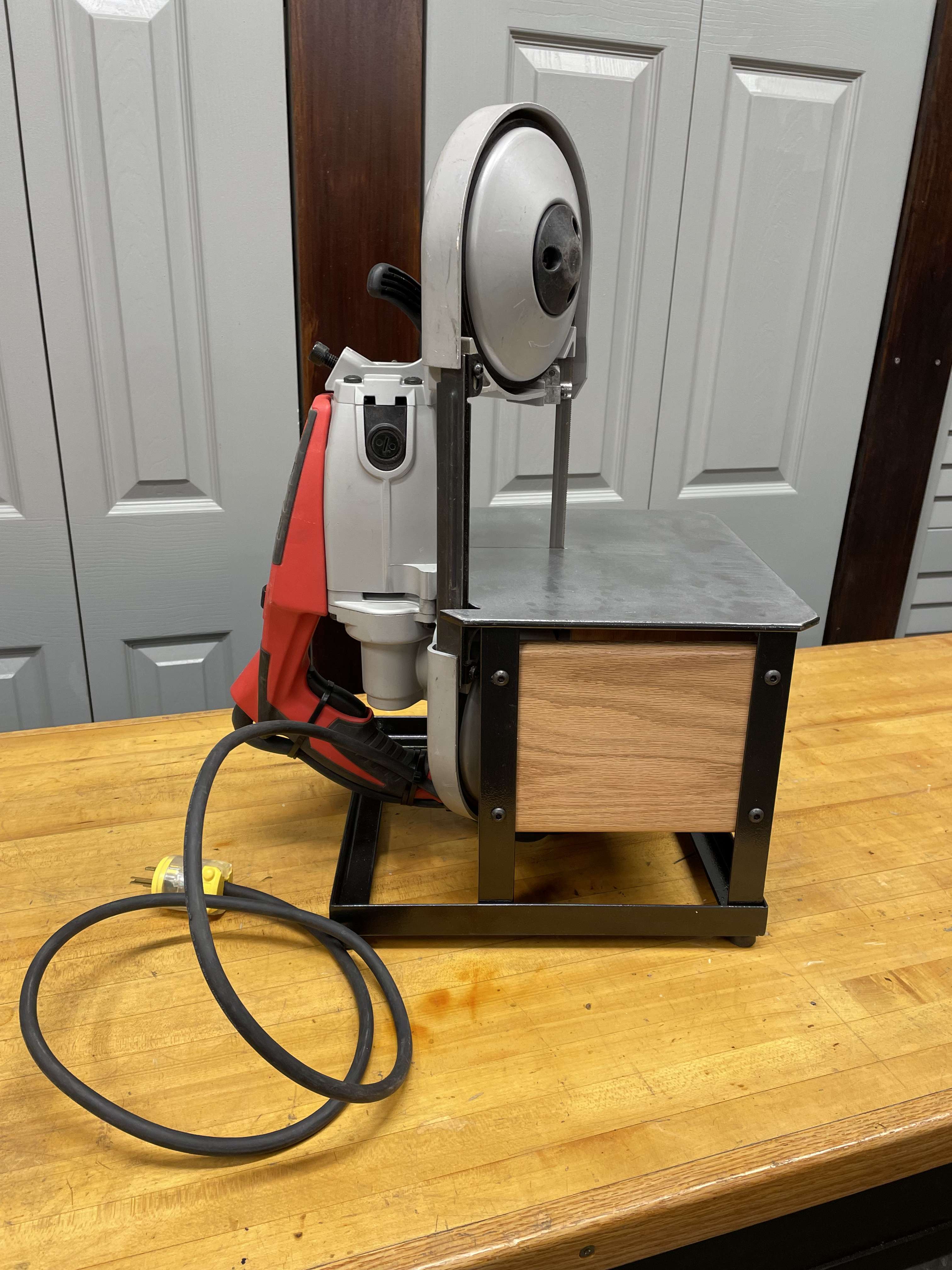
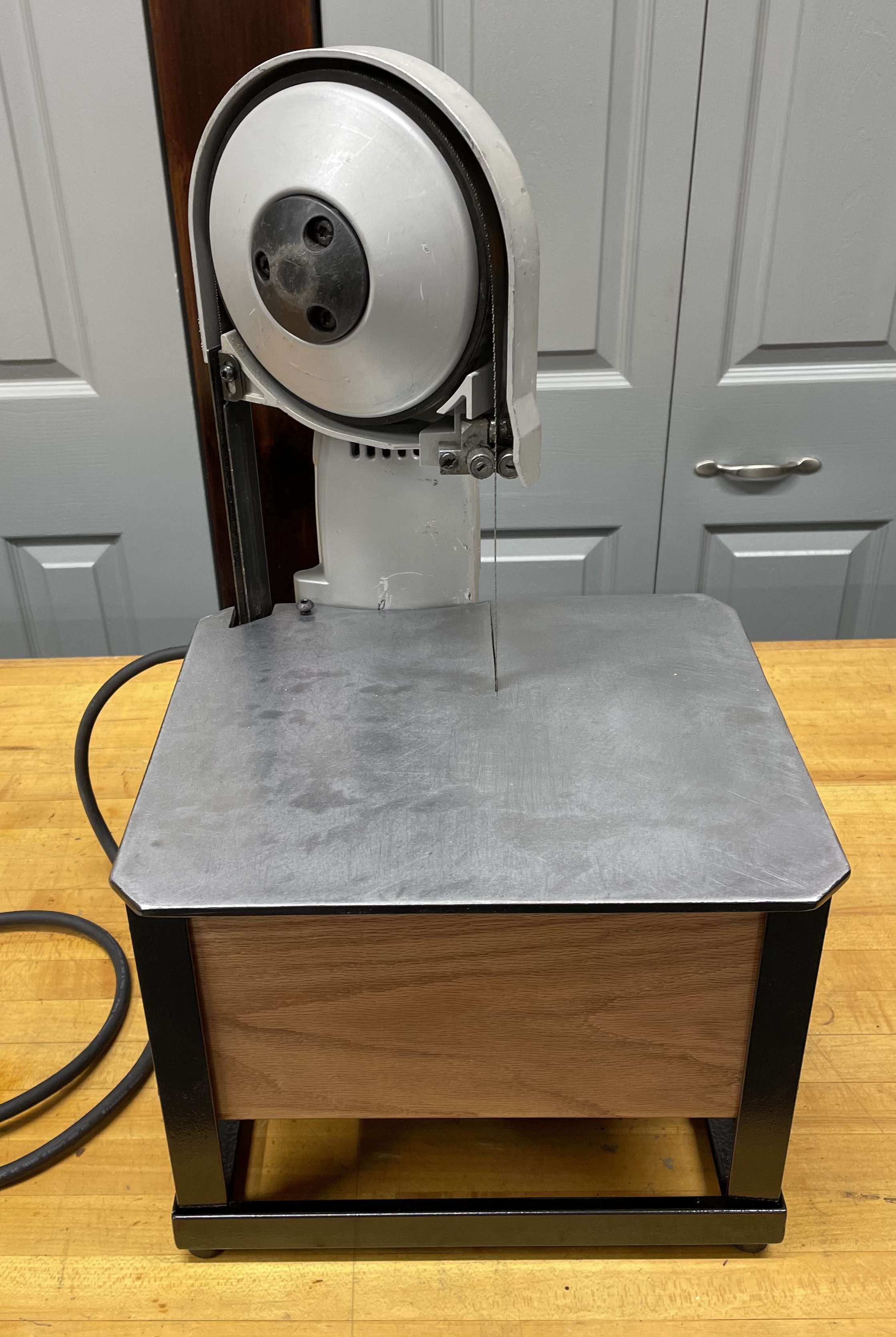

Made this stand and now the saw will definitely see more use. Sure, you can buy a commercially made stand but what fun would that be when making one gives you the chance to shit up the shop……
Nice! Any pics of how it's mounted. I have an unused Milwaukee portaband and a little bench saw might be a good use for it. I've seen a couple of kits but never pursued figuring I could make one.
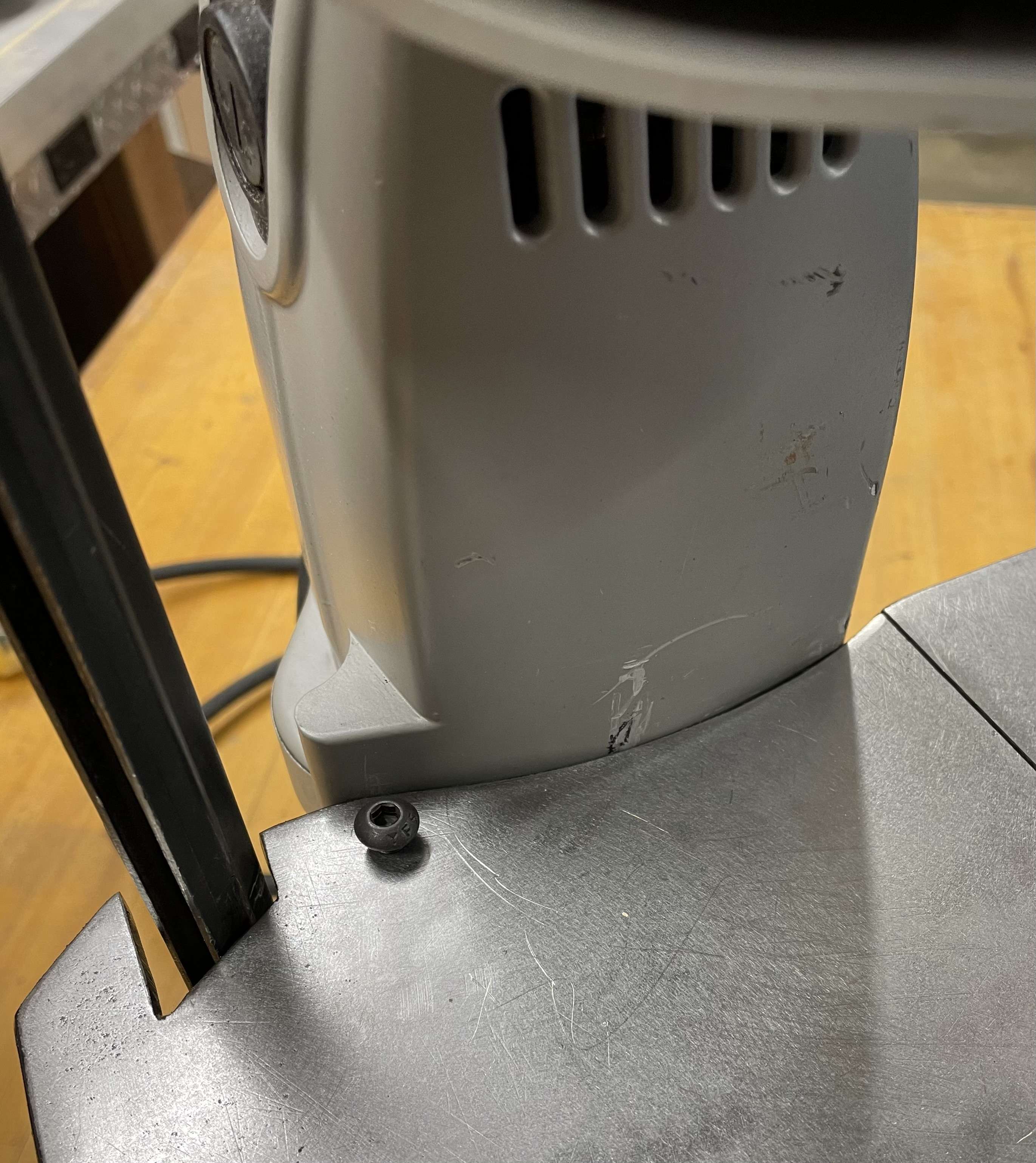
The main means of support is a bar that clamps onto the saws bumper. The studs are welded to the plate. The set screw shown bears against the saw casting as a adjustment point to square the cutting edge to the plate. There is also a small tab on the underside of the plate in the middle of the curved cutout area that fits into the air vent on the saw. Getting that to fit right was the hardest portion of the build.

Finally got around to doing the handrails at our place. Turned out pretty ok…
Attachments




Very slick !!Finally got around to doing the handrails at our place. Turned out pretty ok…
Thanks! Made sure to keep the pics a bit blurry so as to not highlight the actual welds, but the overall look and feel is really nice. Left the steel natural. Just wire wheeled a bit of the scale off and wiped it all down with mineral spirits. Wife loves it.
I liked the sliders I made for my friend's son, so

 I decided to make a set for myself. Made with 11 ga. 1.75" DOM tubing and powder coated.
I decided to make a set for myself. Made with 11 ga. 1.75" DOM tubing and powder coated.

I noticed this when I was grinding down the welds. Still a bit of an issue blowing through the metal. The machine is set as low as it will go, and I am using 030 wire. I have some .025 I might give that a go and see if it helps with the blow through, but truth be told, I am not sure if I should go up or down in the size of the wire. It basically is a short, so the thinner wire will not take the current the thicker one will, so that is my logic there. The 30 spool is about dead.
When the wire is thicker than the metal you're welding, the metal heats up faster/first and blows out.
my first chisel.
A little crude in some aspects, and far from perfect. But I believe it will have a good edge.
A2 steel hardened between 58-60rc, hickory (I think) handle.
The piece of steel I had for the chisel was a scrap and too short to make a decent tang, so I made a tang from 4140 and welded it on, then tempered the welded section. Unfortunately I didn’t weld it exactly straight. Rookie.
If it works ok I’ll get longer material and it will be one piece.
The boss wanted a 1/4” chisel that held an edge better than the stuff he has for making bows and repairing violins. So I’ll sharpen this up tomorrow and put it to the test. I’ll update in the future how it holds an edge.
Critique, ideas, and pointers are always welcome.



A little crude in some aspects, and far from perfect. But I believe it will have a good edge.
A2 steel hardened between 58-60rc, hickory (I think) handle.
The piece of steel I had for the chisel was a scrap and too short to make a decent tang, so I made a tang from 4140 and welded it on, then tempered the welded section. Unfortunately I didn’t weld it exactly straight. Rookie.
If it works ok I’ll get longer material and it will be one piece.
The boss wanted a 1/4” chisel that held an edge better than the stuff he has for making bows and repairing violins. So I’ll sharpen this up tomorrow and put it to the test. I’ll update in the future how it holds an edge.
Critique, ideas, and pointers are always welcome.
A2?my first chisel.
A little crude in some aspects, and far from perfect. But I believe it will have a good edge.
A2 steel hardened between 58-60rc, hickory (I think) handle.
The piece of steel I had for the chisel was a scrap and too short to make a decent tang, so I made a tang from 4140 and welded it on, then tempered the welded section. Unfortunately I didn’t weld it exactly straight. Rookie.
If it works ok I’ll get longer material and it will be one piece.
The boss wanted a 1/4” chisel that held an edge better than the stuff he has for making bows and repairing violins. So I’ll sharpen this up tomorrow and put it to the test. I’ll update in the future how it holds an edge.
Critique, ideas, and pointers are always welcome.
View attachment 8360892View attachment 8360893View attachment 8360894
You do know that A2 is "air hardening" right ?
That's why the A is there.....W2 (water hardening).....O1 (oil hardening).
Did you quench it in *some odd* liquid or another ?
If so....toss it and start with something better like O1 or M2, both are ideal for chisels.
A2 is used in car frames (yup) and stamping dies for the most part and is not really a cutting steel like what you're needing.
hereyago
Similar threads
- Replies
- 0
- Views
- 570
- Replies
- 16
- Views
- 2K
- Replies
- 13
- Views
- 2K
